工業用プラスチックキャップは、化学および工業用の包装に使用される機能的な蓋です。. ねじ込み可能です, スナップオン, または改ざん明示的, コンテナを安全に保つように設計されています, 取り扱いを整理する, 輸送中のこぼれを防ぐ, コーティングやラベル貼り付けなどのプロセス中にマスキング要素として機能します。. さまざまなタイプのプラスチックキャップが特定の成形プロセスを使用して製造されています, 彼らの強さを決めるのは, 精度, そして使いやすさ.
次のセクションでは, プラスチックキャップの製造に使用される主な成形方法と、それぞれの成形方法が性能や用途にどのような影響を与えるかを探ります。.
製造における成形プロセスとは何ですか?
モールド成形とは、プラスチック原料を金型を用いて所定の形状に成形する製造方法です。. 熱を兼ね備える, プレッシャー, プラスチックを金型キャビティに適合させるための化学反応も時にはあります. キャストとは異なります, 液体材料が金型内で単純に固まる場合, または形成, 材料を機械的に再形成する, 成形により正確な寸法が保証されます, 一貫した品質, 複雑な形状を作り出す能力.
成形プロセスはキャップの機械的特性にも影響します, 剛性などの, 柔軟性, そして耐久性. 大量生産向け, 迅速なサイクルと均一な品質を可能にする成形方法が好まれます.
最も一般的なさまざまなタイプの成形プロセスの概要

プラスチックキャップ 製造は 4 つの主要な成形プロセスに依存します: 射出成形, 圧縮成形, ブロー成形, ツーショットまたはマルチショット成形.
- 射出成形 最も一般的です, 大容量に適した, 精密アプリケーション.
- 圧縮成形 厚いまたは特殊な素材のキャップに適しています.
- ブロー成形 中空キャップやボトルトップキャップに最適です.
- ツーショットおよびマルチショット成形 単一のパーツに複数のマテリアルまたはカラーを組み合わせることができます.
| 成形工程 | 説明 | 主な特長 | 制限事項 | コストレベル | 代表的な用途 |
| 射出成形 | 溶融プラスチックを高圧下で鋼製金型に注入. | 高精度 (±0.05mm); サイクルタイムが速い; 複雑なデザインも可能. | 初期金型コストが高い; 厚い/中空の部品にはあまり適していません. | 工具コストが高い, 大規模な場合でも単位当たりのコストが低い. | スクリューキャップ, 注ぎ口キャップ, 子供用の安全キャップ, 不正開封防止クロージャー, 飲料ボトルのキャップ. |
| 圧縮成形 | 加熱された金型キャビティ内でプレスされた、事前に測定されたプラスチック. | 強い, 密な部分; 優れた耐熱性と耐薬品性; 熱硬化性樹脂で動作します. | 遅いサイクル; 設計の複雑さが制限されている; 滑らかな仕上がりが少ない. | 適度なツーリング, 生産が遅くなる. | 頑丈な工業用キャップ, オイル/潤滑剤/溶剤の容器の蓋. |
| ブロー成形 | 加熱されたプラスチックチューブ (パリソン) 金型内で膨張させて中空形状を形成します. | 中空キャップに有効; 注ぎ口/ヒンジを統合可能; 公差±0.2mm. | 精度が低い; 弱い力; シンプルなデザインに限定される. | 工具コストの削減, ボリュームに対してコスト効率が高い. | 注ぎ口キャップ, スポーツドリンクの蓋, 分配キャップ. |
| ツーショット / マルチショット成形 | 2 つ以上のプラスチックを 1 つの金型に連続して射出する. | 剛体を組み合わせる + 柔らかい素材; マルチカラー/テクスチャ; 精密な接合. | 設備費が高い; より長いサイクル; 複雑なセットアップ. | 非常に高い初期投資. | プレミアム化粧品キャップ, シール付き製薬用クロージャー, マルチカラーまたはソフトグリップキャップ. |
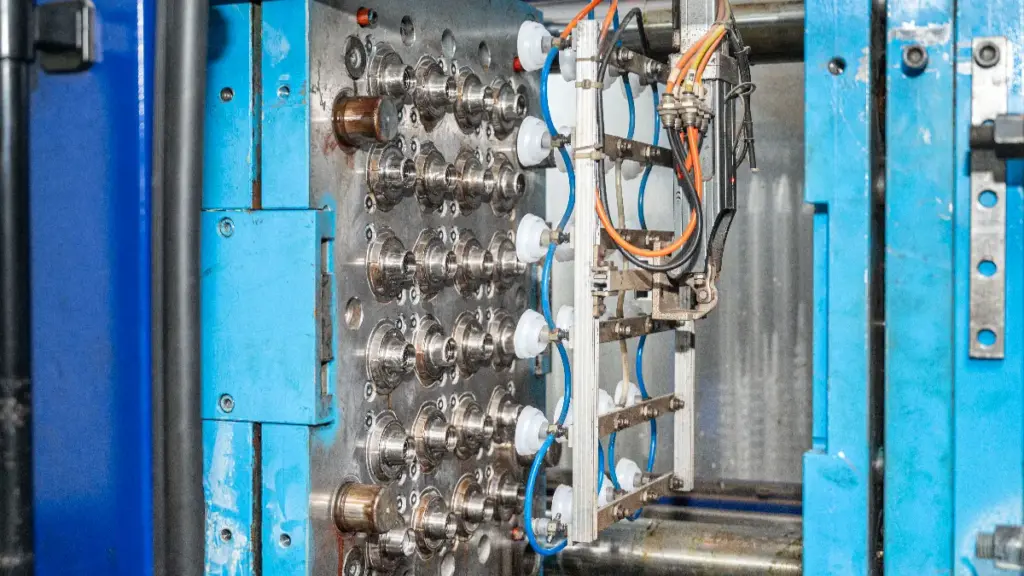
射出成形

射出成形は、プラスチックペレットを溶融するまで加熱し、高圧下でスチール製の金型に射出する精密な製造プロセスです。. 溶けたプラスチックが金型のキャビティに充填されます, キャップデザインの正確な形状を採用. 冷めたら, 型が開きます, 完成したキャップが排出されます. このプロセスは、ポリプロピレンなどの熱可塑性プラスチックに適しています。 (PP), ポリエチレン (PE), およびポリスチレン (PS), 良好な流動特性を提供します, 耐久性, そしてひび割れに対する耐性. サイクルタイムが速く、品質が安定しているため、特に大量生産に適しています。.
射出成形は生産に最適です スクリューキャップ, 注ぎ口キャップ, 子供用の安全キャップ, 不正開封防止クロージャー, 標準的な飲料ボトルのキャップ. この方法により、内部リブなどの詳細な機能を追加することなく、構造強度を高めることができます。. 公差は ±0.05 mm まで厳密に設定可能, キャップがボトルに正確にフィットし、シール用途で確実に機能することを保証します。.
| 利点 | 短所 |
| 高精度と厳しい公差 (±0.05mm) | 初期金型コストが高い ($5,000–50,000ドル) |
| 大量生産に適した高速生産 | 非常に厚いキャップや中空のキャップにはあまり適しません |
| 複雑な設計と詳細な機能を作成する能力 | 慎重な材料と温度管理が必要 |
| 一貫した品質と再現性 | マルチマテリアルまたはカラーデザインの柔軟性が限られている |
圧縮成形
圧縮成形では、あらかじめ測定した量のプラスチックを開口部に配置します。, 加熱された金型キャビティ. その後金型が閉じられます, 圧力によりプラスチックがキャビティの形状に適合するように強制されます。. 冷却後, キャップが外されています. この方法は、フェノール樹脂やメラミンなどの熱硬化性プラスチックに特に適しています。, 射出成形では加工が難しいもの.
圧縮成形は厚みのあるものを作るのに最適です, 工業用および化学容器用の頑丈なキャップ, 油などの, 潤滑剤, および溶媒ボトルの蓋, 耐久性と耐熱性があるところ, 化学薬品, とインパクトが不可欠です. 公差は通常、±0.1 mm 程度です。, 射出成形よりわずかに大きいですが、工業用には十分です. 非常に詳細な糸や複雑なロゴを必要としない、よりシンプルなキャップのデザインとも互換性があります。.
| 利点 | 短所 |
| 厚みが出る, 強い, 耐久性のあるキャップ | 射出成形よりサイクルタイムが遅い |
| 熱硬化性プラスチックや高温用途に最適 | 設計の複雑さと表面の詳細が制限されている |
| 優れた耐薬品性、耐熱性 | 生産量の削減 |
| 産業用途向けの信頼できるパフォーマンス | 正確な材料測定とプレスが必要 |
ブロー成形
ブロー成形は、加熱したプラスチックを金型キャビティ内の空気で膨張させて中空形状を形成する製造プロセスです。. プロセスはパリソンまたはプリフォームから始まります (加熱されたプラスチックのチューブ) 型に入れられる. 次に圧縮空気が導入されます, プラスチックを金型の壁に当てて拡張し、目的の形状を作成します。. 冷めたら, 型が開きます, そして完成品が取り出されます. この技術はポリエチレンに特に効果的です (PE) およびポリエチレンテレフタレート (ペット).
ブロー成形は主にボトルなどの中空プラスチック製品の製造に使用されます。, 瓶, とコンテナ, 一体型注ぎ口またはヒンジ付きクロージャーを備えたキャップを含む. このプロセスにより機能的なデザインが可能になりますが、, 射出成形よりも精度が劣ります. 一般的な公差は約 ±0.2 mm です。, これは、ネジなしキャップや単純な分配機能には十分ですが、高精度の密閉にはあまり適していません。.
| 利点 | 短所 |
| 中空または軽量のキャップ設計に効率的 | 射出成形に比べて精度が低い |
| 大きなボトルや容器のコスト効率に優れています。 | より単純なキャップ形状に限定される |
| 工具コストが比較的低い | 表面の詳細とねじ山の精度が低い |
| 一体型スパウトまたはヒンジ付き部品を製造可能 | 射出・圧縮成形に比べて構造強度が弱い |
ツーショットおよびマルチショット成形

ツーショット (またはマルチショット) 成形は、2 つ以上の異なるプラスチックを連続したステップで同じ金型に射出する高度なプロセスです。, 単一の統合パーツを作成する. この方法により、異なる色の組み合わせが可能になります, テクスチャ, または 1 つのキャップ内の材料特性. 例えば, 硬質ポリプロピレン本体は軟質熱可塑性エラストマーと一緒に成形可能 (TPE) グリップと密閉性を向上させるライナー.
この技術はプレミアムパッケージで一般的に使用されています, 医薬品, 機能性と見た目の魅力の両方が重要なパーソナルケア製品. ソフトタッチグリップ付きキャップ, マルチカラーのブランディング, または内蔵シールはツーショット成形を使用して作られることが多い. 通常、公差は標準の射出成形と同様です。, ±0.05~0.08mm程度, 信頼性の高いシール性能を確保しながら、複雑な設計を可能にします.
| 利点 | 短所 |
| 複数の素材と複数の色のデザインが可能 | 金型や設備のコストが高くなる |
| 一体型シールを実現, グリップ, と装飾効果 | プロセスがより複雑になり、サイクル時間が長くなる |
| 高精度かつ強固な材料接合 | 高度な機械と熟練した操作が必要です |
| ワンステップで機能と美観の両方を向上させます | 少量生産ではコスト効率が低い |
プラスチックキャップの用途 横切って 違う 産業

成形プロセスがキャップのデザインと特性を決定します, それがその用途を定義します. さまざまなタイプのプラスチックキャップが業界全体で異なる役割を果たします.
消費者向け包装
- スクリューキャップ – 飲料のパッケージで一般的 (ボトル入りの水, 炭酸飲料, ジュース) 正確な糸通しにより密閉性と鮮度が保証されます.
- 不正開封防止クロージャー – 食品および医薬品の包装に広く応用されています, 消費者の安全と規制基準の遵守を提供する.
- 子供用安全キャップ – 製薬業界に不可欠, 薬の誤飲防止.
- フリップトップおよびディスクトップ キャップ – パーソナルケアと化粧品で人気 (シャンプー, ローション, クリーム), 利便性と制御された調剤の提供.
- ディスペンシングキャップとポンプコンポーネント – 化粧品に含まれる, 健康管理, および家庭用品, 正確な投与量を可能にし、ユーザーエクスペリエンスを向上させます.
工業用包装
- 注ぎ口キャップと注ぎ口キャップ – で使用されます 私工業用化学薬品および油などの家庭用洗浄剤, 潤滑剤, 洗剤と, 耐久性と注ぎやすさが重要な場合.
- 工業用シールキャップおよびプラグ – 溶剤中で塗布, 燃料添加剤, および潤滑剤の容器, 化学物質への曝露や機械的ストレスに耐えるように設計されています.
- 耐久性の高いネジ付きキャップ – 農薬や建設資材に適しています, 乱暴な取り扱いや輸送条件下でも確実なシールを確保.
パッケージングのニーズに適したキャップ ソリューションを選択してください
に設立 2015, フーテン キャップ製造の信頼できるパートナーに成長しました. 以上を提供します 1,000 金型オプションを提供し、生産性を最適化し、ビジネス ニーズに合わせたパッケージング ソリューションを提供するように設計されたトップクラスの成形サービスを提供します。.
当社の専門知識は以下をカバーします:
- ホットランナー金型 安定した性能と材料の無駄の削減
- 高キャビティ金型ソリューション 効率的に達成するために, 大規模生産
- カスタム金型の製作 独自の機能およびデザイン要件を満たすキャップを作成する
今すぐFU TENにお問い合わせください プロジェクトについて話し合い、パッケージングのニーズに合わせた適切なキャップ ソリューションを見つけます.















