تستخدم الأغطية اللولبية البلاستيكية على نطاق واسع في الطعام, كيميائية, مستحضرات التجميل, مواد التشحيم, والتعبئة الصناعية. على الرغم من أنها تبدو بسيطة, ويعتمد أدائها على ظروف التصنيع الخاضعة لرقابة مشددة, حيث يمكن أن تؤثر الاختلافات الطفيفة على موثوقية الختم وسلامة المنتج.
هذا فوتين, يتم إنتاج الأغطية اللولبية من خلال نظام مؤتمت بالكامل ويتم التحكم فيه بدقة. من اختيار المواد الخام إلى الاختبار النهائي, تتم إدارة كل مرحلة بدقة لضمان جودة مستقرة, أبعاد متسقة, وأداء الختم الموثوق به للتطبيقات الصناعية. يساعد فهم عملية التصنيع في تقييم القدرة الإنتاجية وتحديد شريك موثوق على المدى الطويل.
نظرة عامة على سير عمل تصنيع الأغطية البلاستيكية اللولبية

يتبع تصنيع أغطية البراغي البلاستيكية سير عمل صناعي منظم مصمم لضمان الاتساق, كفاءة, واستقرار الإنتاج على المدى الطويل.
كل مرحلة متصلة, تشكيل سلسلة إنتاج مستمرة بدلاً من خطوات مستقلة.
في الإنتاج الحقيقي, يؤثر اختيار المواد على سلوك التشكيل, تؤثر دقة القالب على الدقة الهيكلية, وتؤثر المعالجة اللاحقة بشكل مباشر على أداء الختم. هذا هو السبب تصنيع غطاء المسمار يجب السيطرة عليها كنظام كامل.
ويرد أدناه سير عمل مبسط:
سير عمل التصنيع
| منصة | الغرض الرئيسي |
|---|---|
| اختيار المواد الخام | ضمان المتانة والمقاومة الكيميائية |
| تصميم القالب | تحديد هندسة الغطاء ودقة الخيط |
| صب الحقن | شكل غطاء الجسم بدقة |
| تبريد & التشذيب | استقرار الهيكل وإزالة العيوب |
| حَشد | إضافة بطانات أو مكونات الختم |
| تقتيش | كشف العيوب والانحرافات في الحجم |
| اختبار التسرب | التحقق من أداء الختم |
| التغليف | ضمان التتبع والتخزين الآمن |
يشكل سير العمل المنظم هذا الأساس للإنتاج الضخم المستقر ويضمن جودة الغطاء اللولبي المتسقة عبر الصناعات المختلفة.
خطوة 1 – اختيار وتحضير الراتنجات البلاستيكية للقبعات

يبدأ أداء الغطاء اللولبي البلاستيكي من ثبات وجودة المواد الخام نفسها. قبل البدء بالصب, يجب على الشركات المصنعة التأكد من أن الراتينج المحدد يتوافق مع الختم, متانة, ومتطلبات المقاومة الكيميائية.
حتى الاختلافات الصغيرة في جودة المواد يمكن أن تؤثر على سلوك القولبة واتساق الخيط لاحقًا في الإنتاج, مما يجعل التحكم في المواد الخام أساسًا مهمًا للتصنيع المستقر.
عملية تحضير المواد
قبل الإنتاج, تخضع المواد الخام لعمليات تحضير لضمان أداء تشكيل مستقر أثناء قولبة الحقن:
- تجفيف المواد: يزيل الرطوبة من الراتنج لمنع الفقاعات, الفراغات, وعيوب القالب أثناء الحقن.
- خلط الدفعة: يضمن تناسق اللون والأداء عبر دفعات الإنتاج للحصول على جودة إخراج مستقرة.
- اختبار الجودة: يتحقق من تدفق الذوبان والنقاء للتأكد من ملاءمة المواد للتطبيقات الصناعية.
يتم استخدام المواد الخام فقط في الإنتاج عالي الجودة لتجنب التلوث وضمان الأداء المستقر في المواد الكيميائية, زيت, والتطبيقات الصناعية.
الاعتبارات الهندسية
في الإنتاج على نطاق واسع, يحدد استقرار المواد أيضًا إمكانية تكرار العملية, مما يجعله عاملاً رئيسياً للحفاظ على إنتاج ثابت عبر دورات التصنيع الطويلة.
الجدول المرجعي للمواد
| مادة | نطاق الذوبان | الخصائص الرئيسية |
|---|---|---|
| ص | 200درجة مئوية – 250 درجة مئوية | صلابة عالية ومقاومة للحرارة, مناسبة للتعقيم واستخدام التعبئة الساخنة |
| البولي إثيلين عالي الكثافة | 180درجة مئوية – 220 درجة مئوية | متانة قوية ومقاومة كيميائية للتطبيقات العامة |
| البولي إثيلين المنخفض الكثافة | 160درجة مئوية – 200 درجة مئوية | هيكل مرن لأغطية التغليف الناعمة والعصرية |
خطوة 2 – تصميم الغطاء اللولبي وقالب الحقن

يجب تصميم هيكل الغطاء اللولبي ونظام القالب بعناية قبل بدء الإنتاج على نطاق واسع. تؤثر الدقة في هذه المرحلة بشكل مباشر على اتساق الأبعاد, دقة الخيط, وكفاءة الإنتاج.
تؤثر الدقة في هذه المرحلة بشكل مباشر على اتساق الأبعاد, دقة الخيط, والإنتاج النهائي تعمل القوالب المصممة جيدًا على تحسين اتساق المنتج وتقليل معدلات العيوب عبر عمليات التصنيع كبيرة الحجم.
يحدد تصميم المنتج وهندسة القوالب الأساس الهيكلي للأغطية اللولبية. كل البعد يعتمد على دقة القالب.
تصميم المهندسين:
- توافق الخيط مع معايير عنق الزجاجة
- توازن سمك الجدار من أجل القوة والمرونة
- هياكل واضحة للتلاعب لتطبيقات السلامة
- مناطق العلامات التجارية OEM للتخصيص
يتم إنتاج القوالب الدقيقة باستخدام الآلات CNC وEDM, ضمان دقة مستوى ميكرون لاستقرار الإنتاج الضخم.
تؤثر جودة القالب بشكل مباشر على اتساق القالب, كفاءة الإنتاج, وموثوقية المنتج على المدى الطويل.
خطوة 3 – صب الحقن: تشكيل الجسم غطاء المسمار
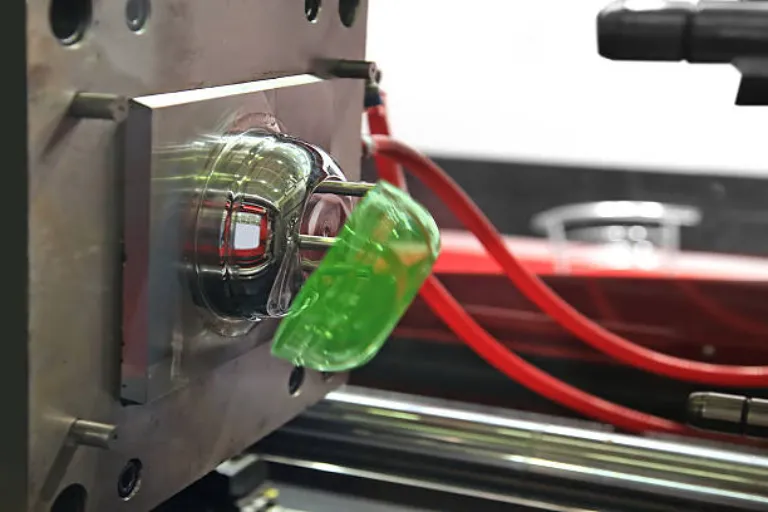
بمجرد أن تصبح المواد والقوالب جاهزة, ينتقل الإنتاج إلى مرحلة صب الحقن. هذا هو المكان الذي يتم فيه تشكيل الغطاء اللولبي تحت درجة حرارة يمكن التحكم فيها, ضغط, وتوقيت الدورة.
تحدد هذه المرحلة بشكل مباشر سلامة الخيط والاتساق الهيكلي.
صب الحقن هي مرحلة التشكيل الأساسية. يتم صهر الكريات البلاستيكية وحقنها في تجويف القالب تحت ضغط عالٍ.
تشمل الخطوات الرئيسية:
- تسخين البلاستيك للتحكم في درجة حرارة الذوبان
- الحقن بالضغط العالي في تجاويف القالب
- الضغط المستمر لملء كامل ودقة الخيط
- التبريد المتحكم به لترسيخ الهيكل
التحكم المستقر في درجة الحرارة, ضغط, ووقت الدورة ضروري. حتى الاختلافات الصغيرة قد تسبب الانكماش, تشوه, أو مواضيع غير مكتملة.
تضمن الأنظمة الآلية الحديثة إمكانية التكرار العالية والجودة المتسقة عبر الإنتاج واسع النطاق.
خطوة 4 - التبريد, عمليات التهذيب والتشذيب

بعد إخراجها من القالب, يحتفظ الغطاء بالضغط الداخلي والتوزيع الحراري غير المتساوي الناتج عن التبريد السريع أثناء قولبة الحقن, والتي يمكن أن تؤثر على استقرار الأبعاد.
تعمل هذه المرحلة على إزالة الإجهاد المتبقي والمواد الزائدة مع تثبيت الشكل الهندسي النهائي للمعالجة النهائية.
تتضمن هذه المرحلة:
- التبريد المتحكم فيه: يقلل من الضغط الداخلي ويثبت أبعاد الجزء
- الوميض: يزيل المواد الزائدة على طول خطوط فراق القالب
- التشذيب الدقيق: ينقي الحواف ويحسن تماسك السطح
تضمن هذه العمليات أن يحقق الغطاء هندسة مستقرة ويكون جاهزًا للتجميع والفحص.
شريكك الاستراتيجي في عمليات الإغلاق الخالية من التسرب

خطوة 5 - إضافة الخطوط, رقائق الحث أو المقابس الداخلية

بعد التشكيل الهيكلي, تتم إضافة مكونات الختم بناءً على متطلبات التطبيق. تؤثر هذه المكونات بشكل مباشر على مقاومة التسرب, الحماية من العبث, وموثوقية التخزين.
اعتمادا على متطلبات التطبيق, تتم إضافة مكونات ختم إضافية.
تشمل الخيارات الشائعة:
- بطانات EPE للختم الأساسي
- احباط التعريفي لأدلة التلاعب
- المقابس الداخلية للتحكم في السوائل
تعمل هذه المكونات على تحسين مقاومة التسرب وحماية المنتج بشكل كبير أثناء النقل والتخزين.
خطوة 6 – التجميع الآلي, الفرز والتوجيه

مع ارتفاع حجم الإنتاج, تصبح الأتمتة ضرورية للحفاظ على التوافق والكفاءة. تضمن هذه المرحلة توجيه القبعات بشكل صحيح وإعدادها للعمليات النهائية.
تعمل أنظمة الفرز على تقليل المناولة اليدوية وتحسين اتساق الإنتاج.
تدخل القبعات في الأنظمة الآلية للتجميع والمحاذاة.
تكنولوجيا الفرز تضمن الكفاءة والاتساق في الإنتاج.
| تكنولوجيا الفرز | مبدأ التشغيل | التطبيق الأفضل |
|---|---|---|
| فارزات اهتزازية | يستخدم الاهتزاز لتحريك الأجزاء لأعلى على مسار مُجهز بمحاذاتها بشكل طبيعي. | متعددة الاستخدامات لمجموعة واسعة من أحجام وأشكال القبعات مع الحد الأدنى من الصيانة. |
| فارزات الطرد المركزي | يستخدم القرص المركزي الدوار قوة الطرد المركزي لدفع الأغطية إلى المسار الخارجي للفرز. | خطوط إنتاج عالية السرعة حيث تكون الإنتاجية هي المطلب الأساسي. |
| فارزات بصرية | كاميرات عالية السرعة تحدد الاتجاه والعيوب, تفعيل آليات الفرز. | هندسة الغطاء المعقدة أو عند الحاجة إلى الكشف المتكامل عن العيوب. |
خطوة 7 – الفحص البصري ومراقبة الجودة الأبعاد

قبل الاختبار الوظيفي, يجب أن تجتاز الأغطية اللولبية الفحص البصري والأبعاد لضمان الاتساق الهيكلي وجودة السطح.
جودة يتضمن الفحص في تصنيع الأغطية اللولبية طبقات تحقق متعددة, بما في ذلك اتساق الأبعاد وجودة السطح.
تمنع هذه المرحلة المنتجات المعيبة من الدخول إلى الاختبار النهائي والشحن.
نطاق التفتيش:
- فحص السطح: يكتشف العيوب المرئية مثل الخدوش, فلاش, أو التلوث على أسطح الغطاء
- قياس الأبعاد: يضمن بقاء حجم الغطاء ضمن نطاق التسامح من أجل ملاءمة الزجاجة بشكل مناسب
- التحقق من الموضوع: يتحقق من سلامة الخيط لضمان الختم السلس والآمن
- تناسق اللون: يؤكد المظهر الموحد عبر الدفعات
معايير مراقبة الجودة
| المعلمة | طريقة التفتيش | معايير القبول / التسامح المشترك |
|---|---|---|
| دقة الأبعاد | الفرجار الرقمي, أنظمة الرؤية الآلية | يتوافق مع المخطط الفني (± 0.2 ملم) |
| جودة السطح | الرؤية الآلية, التفتيش اليدوي | لا توجد علامات بالوعة, لقطات قصيرة, أو فلاش |
| برغي موضوع النزاهة | التفتيش البصري, أجهزة القياس الميكانيكية | خيوط مشكلة بالكامل, لا يوجد فواصل أو تشوهات |
| أداء الختم | اختبار عزم الدوران, اختبار الضغط/التسرب | يلبي قيم عزم الدوران المحددة; لا تسرب |
تضمن معايير الفحص هذه أن كل غطاء لولبي يلبي المتطلبات الصناعية للسلامة, تناسق, والأداء على المدى الطويل
خطوة 8 – اختبار الختم والتسرب للأغطية اللولبية النهائية

يمثل أداء الختم التحقق الوظيفي النهائي للأغطية اللولبية, حيث يمكن لأي انحراف هيكلي أو أبعاد بسيط أن يؤثر بشكل مباشر على سلامة المنتج وسهولة استخدامه.
للتحقق من الأداء في ظل ظروف التشغيل الحقيقية, تخضع الأغطية النهائية لسلسلة من اختبارات التحقق الخاضعة للرقابة والتي تستهدف سيناريوهات ضغط الختم المختلفة:
- اختبار الضغط: يقيم قوة الختم الداخلي تحت ضغط النقل المحاكى
- اختبار الفراغ: يقيم مقاومة تغيرات الضغط الخارجي أثناء الخدمات اللوجستية وتغير الارتفاع
- اختبار عزم الدوران: يقيس اتساق القوة الدورانية لأداء الشد والفتح المناسب
يتوافق كل اختبار مع حالة ضغط استخدام محددة, ضمان أن الغطاء يحافظ على سلامة الختم عبر المواد الكيميائية, طعام, وتطبيقات التغليف الصناعي.
يتم فقط تحرير الأغطية التي تجتاز نظام التحقق الكامل للتغليف والشحن, ضمان الأداء المتسق في ظل بيئات التشغيل في العالم الحقيقي.
خطوة 9 - التعبئة, إمكانية تتبع الكمية وظروف التخزين

المرحلة النهائية تدمج التعبئة والتغليف, إدارة التتبع, والتخزين الخاضع للرقابة لضمان سلامة المنتج قبل الشحن والاستخدام النهائي.
تشمل الإجراءات الرئيسية:
- العد والتعبئة الآلي: يضمن كميات دفعة دقيقة لاتساق الشحنة
- وضع العلامات على إمكانية تتبع الكمية: يسجل بيانات الإنتاج مثل التاريخ, معرف القالب, ومعلومات الدفعة لتتبع دورة الحياة الكاملة
- ظروف التخزين التي تسيطر عليها: يحمي المنتجات من الغبار, رُطُوبَة, والتشوه أثناء التخزين
تلعب إمكانية التتبع دورًا حاسمًا في سلاسل التوريد الدولية من خلال تمكين رؤية الإنتاج الكاملة وضمان المساءلة عبر عمليات التصنيع والخدمات اللوجستية.
يحافظ التغليف والتخزين المناسبان على نظافة المنتج واستقراره الهيكلي, التأكد من أن الأغطية اللولبية جاهزة للاستخدام الفوري في خطوط الإنتاج النهائية.
خطوة 10 - تحسين العمليات والتحسين المستمر

يتطور تصنيع الأغطية اللولبية البلاستيكية من خلال التحسين المستمر للعملية بدلاً من البقاء ثابتًا بعد تحقيق الإنتاج المستقر. وهذا يضمن الكفاءة على المدى الطويل, استقرار العملية, وجودة المنتج متسقة.
في هذه المرحلة, بيانات الإنتاج من صب الحقن, أنظمة التفتيش, ويتم استخدام عمليات اختبار التسرب لتقييم سلوك العملية واكتشاف الاختلافات الدقيقة التي قد تؤثر على اتساق المخرجات.
تشمل أنشطة التحسين الرئيسية:
- تعديل وقت الدورة: يحسن كفاءة الإنتاج مع الحفاظ على استقرار القالب
- تتبع أداء القالب: يراقب تآكل الأداة للحفاظ على دقة الأبعاد خلال دورات الإنتاج الطويلة
- تحليل معدل الخلل: يحدد انحرافات الجودة المتكررة لتصحيح العملية
- تحسين كفاءة المواد: يحسن استخدام الراتنج ويقلل من نفايات الإنتاج
تعتمد أنظمة التصنيع الحديثة على حلقات ردود الفعل على البيانات في الوقت الحقيقي, مما يسمح للمهندسين بضبط معلمات الماكينة والحفاظ على إنتاج مستقر عبر بيئات الإنتاج واسعة النطاق.
يعمل التحسين المستمر على تعزيز موثوقية التصنيع على المدى الطويل من خلال تثبيت أداء العملية وضمان جودة المنتج المتسقة عبر سلاسل التوريد العالمية.
خاتمة
إن فهم تصنيع الأغطية اللولبية البلاستيكية يفسر سبب اختلاف جودة الموردين. صب الدقة, مراقبة الجودة الصارمة, والأتمتة تضمن موثوقية الختم والإنتاج المستقر.
إذا كنت تواجه الإعداد, تسرب, أو قضايا العرض, من المهم تقييم كل مرحلة إنتاج بعناية. تقلل العملية التي يتم التحكم فيها جيدًا من المخاطر وتحسن أداء التغليف على المدى الطويل, دعم أكثر موثوقية حل وقفة واحدة لاحتياجات المصادر والإنتاج.
الأسئلة المتداولة
كيف يمكنني تقييم مورد غطاء لولبي بلاستيكي موثوق به?
يجب أن يُظهر المورد الموثوق به قدرة إنتاجية مستقرة, جودة دفعة متسقة, وأنظمة التوثيق الشفافة. يجب على المشترين التركيز على استقرار التصنيع على المدى الطويل, اتساق التحكم في العيوب, وموثوقية العرض بدلاً من تقييم العينات فقط.
ما هي العوامل التي تؤثر على توافق الغطاء اللولبي مع الزجاجات?
التوافق يعتمد على دقة الأبعاد, مطابقة معيار الموضوع, وتصميم واجهة الختم. حتى الانحرافات الصغيرة في تشطيب الرقبة أو هندسة الخيوط يمكن أن تؤثر على أداء الختم والتركيب المناسب.
لماذا تختلف مستويات جودة الغطاء اللولبي بين الموردين?
ترجع اختلافات الجودة بشكل أساسي إلى الاختلافات في أنظمة التحكم في الإنتاج, دقة المعدات, ومعايير إدارة الجودة. عادةً ما تؤدي أنظمة التصنيع الأكثر تقدمًا إلى تحسين تناسق الأبعاد وانخفاض معدلات العيوب.
كيف يتحقق المصنعون من جودة الغطاء اللولبي؟?
يقوم المصنعون بإجراء عمليات فحص مراقبة الجودة للتحقق من العديد من الخصائص الرئيسية للأغطية النهائية. تؤكد هذه الفحوصات دقة الأبعاد, سلامة الخيط, غياب العيوب السطحية, وأداء الختم الشامل لضمان تلبية الأغطية للمواصفات الدقيقة.
لماذا تتناسب بعض القبعات من دفعات مختلفة بشكل مختلف?
يمكن أن ينتج عدم التناسق بين الدُفعات عن اختلافات طفيفة في معايير التصنيع. تعتمد العملية على التحكم الدقيق في رطوبة المادة, درجة حرارة الانصهار, ضغط الحقن, ووقت التبريد. حتى الكميات الضئيلة من الرطوبة يمكن أن تؤثر على المنتج النهائي, لذا فإن أي انحراف في هذه المتغيرات بين عمليات الإنتاج يمكن أن يؤدي إلى اختلافات طفيفة في الأبعاد.




















