Пластиковые завинчивающиеся крышки широко используются в пищевой промышленности., химический, косметический, смазка, и промышленная упаковка. Хотя они кажутся простыми, их производительность зависит от жестко контролируемых условий производства, где даже незначительные изменения могут повлиять на надежность уплотнения и безопасность продукта.
Это ФУТЭН, винтовые крышки производятся с помощью полностью автоматизированной системы с точным контролем.. От выбора сырья до окончательного тестирования, каждый этап строго контролируется для обеспечения стабильного качества, постоянные размеры, и надежная герметизация для промышленного применения. Понимание производственного процесса помогает оценить производственные возможности и найти надежного долгосрочного партнера..
Обзор рабочего процесса производства пластиковых винтовых крышек

Производство пластиковых завинчивающихся крышек соответствует структурированному промышленному рабочему процессу, призванному обеспечить единообразие., эффективность, и долгосрочная стабильность производства.
Каждый этап связан, формирование непрерывной производственной цепочки, а не отдельных этапов.
В реальном производстве, Выбор материала влияет на поведение формования, точность пресс-формы влияет на структурную точность, и постобработка напрямую влияет на качество герметизации. Вот почему производство винтовых крышек должно управляться как целостная система.
Упрощенный рабочий процесс показан ниже.:
Производственный процесс
| Этап | Основная цель |
|---|---|
| Выбор сырья | Обеспечить долговечность и химическую стойкость |
| Дизайн пресс-формы | Определение геометрии колпачка и точности резьбы |
| Литье под давлением | Точно сформируйте корпус крышки |
| Охлаждение & Обрезка | Стабилизировать структуру и устранить дефекты |
| Сборка | Добавьте вкладыши или уплотнительные компоненты |
| Инспекция | Обнаружение дефектов и отклонений размеров |
| Тестирование на утечки | Проверьте эффективность уплотнения |
| Упаковка | Обеспечьте отслеживаемость и безопасное хранение. |
Этот структурированный рабочий процесс формирует основу стабильного массового производства и обеспечивает стабильное качество винтовых крышек в различных отраслях..
Шаг 1 – Выбор и подготовка пластиковой смолы для крышек

Производительность пластиковой завинчивающейся крышки начинается с стабильности и качества самого сырья.. До начала формования, производители должны гарантировать, что выбранная смола отвечает требованиям герметизации., долговечность, и требования к химической стойкости.
Даже небольшие различия в качестве материала могут повлиять на поведение при формовании и консистенцию резьбы на более поздних стадиях производства., сделать контроль над сырьем важной основой стабильного производства.
Процесс подготовки материала
До производства, сырье подвергается процессам подготовки для обеспечения стабильных характеристик формования во время литья под давлением.:
- Сушка материала: Удаляет влагу из смолы, предотвращая образование пузырей., пустоты, и дефекты формования во время литья.
- Пакетное смешивание: Обеспечивает согласованность цвета и производительности в разных партиях продукции для стабильного качества продукции..
- Тестирование качества: Проверяет текучесть и чистоту расплава для подтверждения пригодности материала для промышленного применения..
В высококачественном производстве используются только материалы первичного качества, чтобы избежать загрязнения и обеспечить стабильную работу в химической промышленности., масло, и промышленное применение.
Инженерное рассмотрение
В крупносерийном производстве, стабильность материала также определяет повторяемость процесса, что делает его ключевым фактором для поддержания стабильного объема производства в течение длительных производственных циклов..
Справочная таблица материалов
| Материал | Диапазон плавления | Ключевые характеристики |
|---|---|---|
| ПП | 200°С–250°С | Высокая жесткость и термостойкость, подходит для стерилизации и горячего наполнения |
| ПНД | 180°С–220°С | Высокая долговечность и химическая стойкость для общего применения. |
| ПВД | 160°С–200°С | Гибкая конструкция для прессованных и мягких упаковочных крышек |
Шаг 2 – Проектирование завинчивающейся крышки и формы для литья под давлением

Конструкция винтовой крышки и система пресс-форм должны быть тщательно спроектированы до начала крупномасштабного производства.. Точность на этом этапе напрямую влияет на постоянство размеров., точность резьбы, и эффективность производства.
Точность на этом этапе напрямую влияет на постоянство размеров., точность резьбы, и последующее производство. Хорошо спроектированные формы улучшают консистенцию продукта и снижают процент брака при крупносерийном производстве..
Проектирование продукта и разработка пресс-форм определяют структурную основу винтовых крышек.. Каждый размер зависит от точности пресс-формы.
Инженеры проектируют:
- Совместимость резьбы со стандартами горлышка бутылки
- Баланс толщины стенок для прочности и гибкости
- Структуры с защитой от несанкционированного доступа для обеспечения безопасности
- Зоны OEM-брендинга для индивидуальной настройки
Прецизионные формы изготавливаются с использованием станков с ЧПУ и электроэрозионной обработки., обеспечение микронной точности для стабильности массового производства.
Качество пресс-формы напрямую влияет на консистенцию формования., эффективность производства, и долгосрочная надежность продукции.
Шаг 3 – Литье под давлением: Формирование корпуса винтовой крышки
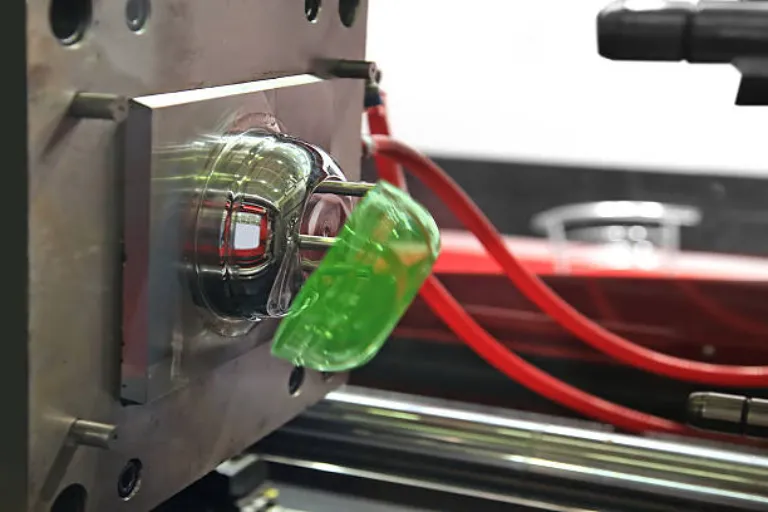
Когда материалы и формы готовы., производство переходит на стадию литья под давлением. Здесь при контролируемой температуре формируется завинчивающаяся крышка., давление, и время цикла.
Этот этап напрямую определяет целостность резьбы и структурную согласованность..
Литье под давлением это стадия формирования ядра. Пластиковые гранулы расплавляются и впрыскиваются в полость формы под высоким давлением..
Ключевые шаги включают в себя:
- Нагрев пластика до контролируемой температуры плавления
- Впрыск под высоким давлением в полости пресс-формы
- Удерживающее давление для полного заполнения и точности резьбы
- Контролируемое охлаждение для затвердевания структуры
Стабильный контроль температуры, давление, и время цикла имеет важное значение. Даже небольшие изменения могут привести к усадке., деформация, или неполные темы.
Современные автоматизированные системы обеспечивают высокую повторяемость и стабильное качество в крупномасштабном производстве..
Шаг 4 – Охлаждение, Операции по демонтажу и обрезке

После извлечения из формы, крышка сохраняет внутренние напряжения и неравномерное распределение тепла, вызванное быстрым охлаждением во время литья под давлением., что может повлиять на стабильность размеров.
На этом этапе удаляются остаточные напряжения и излишки материала, одновременно стабилизируя конечную геометрию для последующей обработки..
Этот этап включает в себя:
- Контролируемое охлаждение: Снижает внутреннее напряжение и стабилизирует размеры детали.
- Депрошивка: Удаляет излишки материала вдоль линий разъема формы.
- Точная обрезка: Уточняет края и улучшает однородность поверхности
Эти операции обеспечивают стабильную геометрию крышки и ее готовность к сборке и проверке..
Ваш стратегический партнер в области затворов с нулевой утечкой

Шаг 5 - Добавление вкладышей, Индукционная фольга или внутренние заглушки

После структурного формирования, уплотнительные компоненты добавляются в зависимости от требований применения. Эти компоненты напрямую влияют на устойчивость к утечкам., защита от несанкционированного доступа, и надежность хранения.
В зависимости от требований приложения, добавлены дополнительные уплотнительные компоненты.
Общие варианты включают в себя:
- Вкладыши из ЭПЭ для базовой герметизации
- Индукционная фольга для защиты от несанкционированного доступа
- Внутренние пробки для контроля жидкости
Эти компоненты значительно улучшают устойчивость к утечкам и защиту продукта во время транспортировки и хранения..
Шаг 6 – Автоматизированная сборка, Сортировка и ориентация

По мере расширения производства, автоматизация становится необходимой для поддержания согласованности и эффективности. На этом этапе обеспечивается правильная ориентация крышек и их подготовка к последующим процессам..
Системы сортировки сокращают объем ручной работы и повышают стабильность производства..
Крышки поступают в автоматизированные системы для сборки и выравнивания..
Технология сортировки обеспечивает эффективность и стабильность производства..
| Сортировочная технология | Принцип работы | Оптимальное применение |
|---|---|---|
| Вибрационные сортировщики | Использует вибрацию для перемещения деталей вверх по обработанной направляющей, которая естественным образом выравнивает их.. | Универсальность для широкого диапазона размеров и форм крышек с минимальным обслуживанием.. |
| Центробежные сортировщики | Вращающийся центральный диск использует центробежную силу, чтобы придвинуть крышки к внешней направляющей для сортировки.. | Высокоскоростные производственные линии, где пропускная способность является основным требованием.. |
| Оптические сортировщики | Высокоскоростные камеры определяют ориентацию и дефекты, запуск механизмов сортировки. | Сложная геометрия крышки или когда требуется комплексное обнаружение дефектов. |
Шаг 7 – Визуальный осмотр и контроль качества размеров

Перед функциональным тестированием, винтовые колпачки должны пройти визуальный и размерный контроль, чтобы гарантировать структурную целостность и качество поверхности..
Качество проверка при производстве винтовых крышек включает в себя несколько уровней проверки, включая постоянство размеров и качество поверхности.
Этот этап предотвращает попадание дефектной продукции на финальное тестирование и отгрузку..
Объем проверки:
- Осмотр поверхности: Обнаруживает видимые дефекты, такие как царапины., вспышка, или загрязнения на поверхности крышек
- Измерение размеров: Гарантирует, что размер крышки остается в пределах допуска для правильной установки бутылки.
- Проверка потока: Проверяет целостность резьбы, чтобы гарантировать плавное и надежное уплотнение.
- Цветовая консистенция: Подтверждает однородный внешний вид во всех партиях
Стандарты контроля качества
| Параметр | Метод проверки | Критерии приемки / Общая толерантность |
|---|---|---|
| Точность размеров | Цифровые штангенциркули, Автоматизированные системы технического зрения | Соответствует техническому проекту (±0,2 мм) |
| Качество поверхности | Автоматизированное видение, Ручная проверка | Никаких следов раковин, короткие кадры, или прошить |
| Целостность винтовой резьбы | Визуальный осмотр, Механические датчики | Полностью сформированные потоки, никаких разрывов и пороков развития |
| Герметичность | Тестирование крутящего момента, Испытание на давление/утечку | Соответствует указанным значениям крутящего момента; нет утечек |
Эти стандарты проверки гарантируют, что каждая винтовая крышка соответствует промышленным требованиям безопасности., последовательность, и долгосрочная производительность
Шаг 8 – Испытание на герметичность и герметичность готовых винтовых крышек

Характеристики герметизации представляют собой окончательную функциональную проверку винтовых крышек., где любое незначительное структурное или размерное отклонение может напрямую повлиять на безопасность и удобство использования продукта..
Для проверки работоспособности в реальных условиях эксплуатации., Готовые крышки проходят серию контролируемых проверочных испытаний, ориентированных на различные сценарии герметизирующего напряжения.:
- Испытание давлением: Оценивает прочность внутреннего уплотнения при моделируемом транспортном давлении.
- Вакуумное тестирование: Оценивает устойчивость к изменениям внешнего давления во время логистики и изменения высоты.
- Тестирование крутящего момента: Измеряет постоянство вращательной силы для правильного затягивания и открывания.
Каждый тест соответствует определенному стрессовому состоянию использования., обеспечение герметичности крышки при воздействии химических веществ., еда, и промышленной упаковки.
К упаковке и отправке допускаются только крышки, прошедшие полную систему валидации., обеспечение стабильной производительности в реальных операционных средах.
Шаг 9 – Упаковка, Отслеживание партии и условия хранения

На заключительном этапе интегрируется упаковка., управление прослеживаемостью, и контролируемое хранение для обеспечения целостности продукта перед отправкой и дальнейшим использованием..
Ключевые процедуры включают в себя:
- Автоматизированный подсчет и упаковка: Обеспечивает точное количество партий для обеспечения единообразия поставок.
- Маркировка прослеживаемости партии: Записывает производственные данные, такие как дата, идентификатор формы, и информацию о партии для отслеживания полного жизненного цикла
- Контролируемые условия хранения: Защищает продукцию от пыли, влага, и деформация при складировании
Прослеживаемость играет решающую роль в международных цепочках поставок, обеспечивая полную прозрачность производства и подотчетность в производственных и логистических процессах..
Правильная упаковка и хранение обеспечивают чистоту и структурную стабильность продукта., обеспечение готовности винтовых крышек к немедленному использованию на последующих производственных линиях.
Шаг 10 – Оптимизация процессов и постоянное улучшение

Производство пластиковых завинчивающихся крышек развивается за счет непрерывной оптимизации процесса, а не остается неизменным после достижения стабильного производства.. Это обеспечивает долгосрочную эффективность, стабильность процесса, и стабильное качество продукции.
На этом этапе, производственные данные от литья под давлением, системы контроля, и процессы тестирования на утечки используются для оценки поведения процесса и обнаружения тонких изменений, которые могут повлиять на согласованность результатов..
Ключевые мероприятия по оптимизации включают в себя:
- Регулировка времени цикла: Повышает эффективность производства при сохранении стабильности формования.
- Отслеживание производительности пресс-формы: Контролирует износ инструмента для сохранения точности размеров в течение длительных производственных циклов.
- Анализ уровня дефектов: Выявляет повторяющиеся отклонения качества для корректировки процесса.
- Повышение эффективности использования материалов: Оптимизирует использование смолы и сокращает производственные отходы
Современные производственные системы полагаются на циклы обратной связи данных в реальном времени., позволяя инженерам точно настраивать параметры машины и поддерживать стабильную производительность в крупномасштабных производственных средах..
Непрерывная оптимизация повышает долгосрочную надежность производства за счет стабилизации производительности процессов и обеспечения стабильного качества продукции во всех глобальных цепочках поставок..
Заключение
Понимание производства пластиковых завинчивающихся крышек объясняет, почему качество поставщиков различается.. Прецизионное формование, строгий контроль качества, и автоматизация обеспечивают надежность уплотнения и стабильное производство..
Если вы столкнулись с установкой, утечка, или проблемы с поставками, важно тщательно оценивать каждый этап производства. Хорошо контролируемый процесс снижает риски и повышает долгосрочные характеристики упаковки., поддержка более надежного универсальное решение для снабжения и производственных нужд.
Часто задаваемые вопросы
Как я могу оценить надежного поставщика пластиковых завинчивающихся крышек??
Надежный поставщик должен продемонстрировать стабильные производственные возможности., стабильное качество партии, и прозрачные системы документации. Покупателям следует сосредоточиться на долгосрочной стабильности производства., согласованность контроля дефектов, и надежность поставок, а не только оценка образцов.
Какие факторы влияют на совместимость винтовой крышки с бутылками?
Совместимость зависит от точности размеров., соответствие стандарту резьбы, и дизайн уплотнительного интерфейса. Даже небольшие отклонения в отделке шейки или геометрии резьбы могут повлиять на качество уплотнения и правильную посадку..
Почему уровни качества винтовых крышек различаются у разных поставщиков?
Различия в качестве в основном вызваны различиями в системах контроля производства., точность оборудования, и стандарты управления качеством. Более совершенные производственные системы обычно приводят к лучшей стабильности размеров и снижению уровня дефектов..
Как производители проверяют качество винтовой крышки?
Производители проводят проверки качества для проверки нескольких ключевых характеристик готовых крышек.. Эти проверки подтверждают точность размеров., целостность потока, отсутствие поверхностных дефектов, и общие характеристики уплотнения, обеспечивающие соответствие колпачков точным спецификациям..
Почему некоторые кепки из разных партий подходят по-разному?
Непоследовательное соответствие между партиями может быть результатом незначительных изменений в производственных параметрах.. Процесс основан на точном контроле влажности материала., температура плавления, давление впрыска, и время охлаждения. Даже следы влаги могут поставить под угрозу конечный продукт., поэтому любое отклонение этих переменных между производственными партиями может привести к небольшим различиям в размерах..




















