As tampas de rosca de plástico são amplamente utilizadas em alimentos, químico, cosmético, lubrificante, e embalagens industriais. Embora pareçam simples, seu desempenho depende de condições de fabricação rigorosamente controladas, onde mesmo pequenas variações podem afetar a confiabilidade da vedação e a segurança do produto.
Esse FUTEN, as tampas de rosca são produzidas através de um sistema totalmente automatizado e controlado com precisão. Da seleção da matéria-prima ao teste final, cada etapa é gerenciada rigorosamente para garantir uma qualidade estável, dimensões consistentes, e desempenho de vedação confiável para aplicações industriais. Compreender o processo de fabricação ajuda a avaliar a capacidade de produção e identificar um parceiro confiável de longo prazo.
Visão geral do fluxo de trabalho de fabricação de tampa de rosca plástica

A fabricação de tampas de rosca plásticas segue um fluxo de trabalho industrial estruturado projetado para garantir consistência, eficiência, e estabilidade de produção a longo prazo.
Cada estágio está conectado, formando uma cadeia de produção contínua em vez de etapas independentes.
Em produção real, a seleção do material influencia o comportamento da moldagem, a precisão do molde afeta a precisão estrutural, e o pós-processamento impacta diretamente o desempenho da vedação. É por isso fabricação de tampa de rosca deve ser controlado como um sistema completo.
Um fluxo de trabalho simplificado é mostrado abaixo:
Fluxo de trabalho de fabricação
| Estágio | Objetivo principal |
|---|---|
| Seleção de matéria-prima | Garanta durabilidade e resistência química |
| Projeto de molde | Defina a geometria da tampa e a precisão da rosca |
| Moldagem por injeção | Forme o corpo da tampa com precisão |
| Resfriamento & Aparar | Estabilize a estrutura e remova defeitos |
| Conjunto | Adicione revestimentos ou componentes de vedação |
| Inspeção | Detecte defeitos e desvios de tamanho |
| Teste de vazamento | Verifique o desempenho da vedação |
| Embalagem | Garanta rastreabilidade e armazenamento seguro |
Este fluxo de trabalho estruturado constitui a base da produção em massa estável e garante qualidade consistente de tampas de rosca em diferentes setores.
Etapa 1 – Seleção e Preparação de Resinas Plásticas para Tampas

O desempenho de uma tampa de rosca plástica começa pela estabilidade e qualidade da própria matéria-prima. Antes de começar a moldagem, os fabricantes devem garantir que a resina selecionada atenda às exigências de vedação, durabilidade, e requisitos de resistência química.
Mesmo pequenas variações na qualidade do material podem afetar o comportamento da moldagem e a consistência da rosca posteriormente na produção, tornando o controle de matéria-prima uma base importante para uma fabricação estável.
Processo de preparação de materiais
Antes da produção, as matérias-primas passam por processos de preparação para garantir um desempenho de formação estável durante a moldagem por injeção:
- Secagem de Materiais: Remove a umidade da resina para evitar bolhas, vazios, e defeitos de moldagem durante a injeção.
- Mistura em lote: Garante consistência de cor e desempenho em lotes de produção para qualidade de saída estável.
- Teste de qualidade: Verifica o fluxo e a pureza do fundido para confirmar a adequação do material para aplicações industriais.
Somente materiais virgens são usados na produção de alta qualidade para evitar contaminação e garantir desempenho estável em produtos químicos, óleo, e aplicações industriais.
Consideração de engenharia
Na produção em grande escala, a estabilidade do material também determina a repetibilidade do processo, tornando-se um fator chave para manter uma produção consistente em longos ciclos de fabricação.
Tabela de referência de materiais
| Material | Faixa de fusão | Características principais |
|---|---|---|
| PP | 200°C-250 °C | Alta rigidez e resistência ao calor, adequado para esterilização e uso de enchimento a quente |
| PEAD | 180°C-220 °C | Forte durabilidade e resistência química para aplicações gerais |
| PEBD | 160°C–200 °C | Estrutura flexível para tampas de embalagens flexíveis e squeeze |
Etapa 2 – Projetando a tampa de rosca e o molde de injeção

A estrutura da tampa de rosca e o sistema de molde devem ser cuidadosamente projetados antes do início da produção em larga escala. A precisão nesta fase afeta diretamente a consistência dimensional, precisão da rosca, e eficiência de produção.
A precisão nesta fase afeta diretamente a consistência dimensional, precisão da rosca, e produção posterior Moldes bem projetados melhoram a consistência do produto e reduzem as taxas de defeitos na fabricação de grandes volumes.
O design do produto e a engenharia de moldes definem a base estrutural das tampas de rosca. Cada dimensão depende da precisão do molde.
Projeto de engenheiros:
- Compatibilidade da rosca com padrões de gargalo
- Equilíbrio da espessura da parede para resistência e flexibilidade
- Estruturas invioláveis para aplicações de segurança
- Áreas de marca OEM para personalização
Os moldes de precisão são produzidos usando usinagem CNC e EDM, garantindo precisão em nível de mícron para estabilidade na produção em massa.
A qualidade do molde afeta diretamente a consistência da moldagem, eficiência de produção, e confiabilidade do produto a longo prazo.
Etapa 3 – Moldagem por injeção: Formando o corpo da tampa de rosca
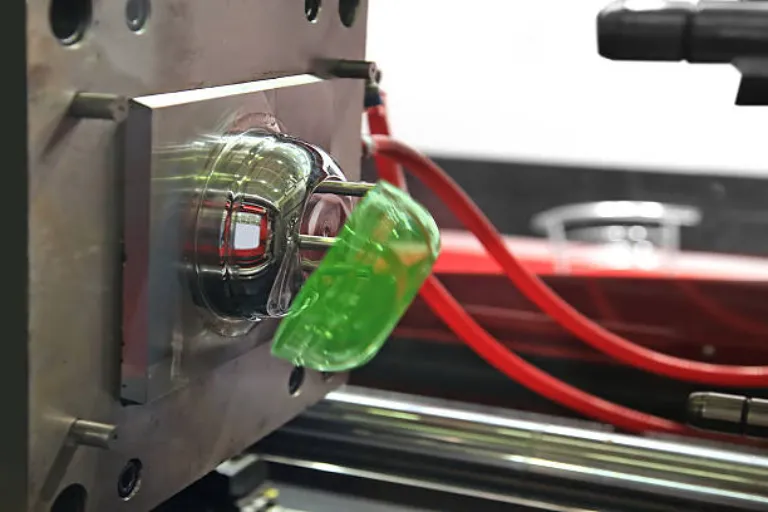
Assim que os materiais e moldes estiverem prontos, a produção passa para a fase de moldagem por injeção. É aqui que a tampa de rosca é formada sob temperatura controlada, pressão, e tempo de ciclo.
Esta etapa determina diretamente a integridade da rosca e a consistência estrutural.
Moldagem por injeção é o estágio de formação do núcleo. Pelotas de plástico são derretidas e injetadas em uma cavidade de molde sob alta pressão.
As principais etapas incluem:
- Aquecimento de plástico até temperatura de fusão controlada
- Injeção de alta pressão nas cavidades do molde
- Pressão de retenção para preenchimento completo e precisão da rosca
- Resfriamento controlado para solidificar a estrutura
Controle estável de temperatura, pressão, e o tempo de ciclo é essencial. Mesmo pequenas variações podem causar encolhimento, deformação, ou tópicos incompletos.
Sistemas automatizados modernos garantem alta repetibilidade e qualidade consistente na produção em larga escala.
Etapa 4 – Resfriamento, Operações de rebarbação e corte

Após a ejeção do molde, a tampa retém a tensão interna e a distribuição térmica desigual causada pelo resfriamento rápido durante a moldagem por injeção, que pode afetar a estabilidade dimensional.
Este estágio remove a tensão residual e o excesso de material enquanto estabiliza a geometria final para processamento posterior.
Esta etapa inclui:
- Resfriamento Controlado: Reduz a tensão interna e estabiliza as dimensões das peças
- Rebarbação: Remove o excesso de material ao longo das linhas de divisão do molde
- Corte de precisão: Refina as bordas e melhora a consistência da superfície
Estas operações garantem que a tampa atinja uma geometria estável e esteja pronta para montagem e inspeção.
Seu parceiro estratégico para fechamentos com vazamento zero

Etapa 5 – Adicionando forros, Folha de indução ou plugues internos

Após a conformação estrutural, componentes de vedação são adicionados com base nos requisitos da aplicação. Esses componentes influenciam diretamente a resistência ao vazamento, proteção contra adulteração, e confiabilidade de armazenamento.
Dependendo dos requisitos da aplicação, componentes de vedação adicionais são adicionados.
As opções comuns incluem:
- Revestimentos EPE para vedação básica
- Folha de indução para evidência de violação
- Plugues internos para controle de líquidos
Esses componentes melhoram significativamente a resistência a vazamentos e a proteção do produto durante o transporte e armazenamento.
Etapa 6 – Montagem Automatizada, Classificação e Orientação

À medida que a produção aumenta, a automação se torna essencial para manter o alinhamento e a eficiência. Esta etapa garante que as tampas sejam devidamente orientadas e preparadas para processos posteriores.
Os sistemas de classificação reduzem o manuseio manual e melhoram a consistência da produção.
Tampas entram em sistemas automatizados para montagem e alinhamento.
A tecnologia de classificação garante eficiência e consistência na produção.
| Tecnologia de classificação | Princípio Operacional | Aplicação mais adequada |
|---|---|---|
| Classificadores Vibratórios | Usa vibração para mover peças em uma trilha ferramentada que as alinha naturalmente. | Versátil para uma ampla variedade de tamanhos e formatos de tampas com manutenção mínima. |
| Classificadores Centrífugos | Um disco central giratório usa força centrífuga para empurrar as tampas para uma trilha externa para classificação. | Linhas de produção de alta velocidade onde a produtividade é o principal requisito. |
| Classificadores ópticos | Câmeras de alta velocidade identificam orientação e defeitos, acionando mecanismos de classificação. | Geometrias de tampa complexas ou quando é necessária detecção integrada de defeitos. |
Etapa 7 – Inspeção Visual e Controle de Qualidade Dimensional

Antes do teste funcional, as tampas de rosca devem passar por inspeção visual e dimensional para garantir a consistência estrutural e a qualidade da superfície.
Qualidade a inspeção na fabricação de tampas de rosca envolve múltiplas camadas de verificação, incluindo consistência dimensional e qualidade de superfície.
Esta etapa evita que produtos defeituosos entrem no teste final e no envio.
Escopo de inspeção:
- Inspeção de superfície: Detecta defeitos visíveis, como arranhões, clarão, ou contaminação nas superfícies das tampas
- Medição Dimensional: Garante que o tamanho da tampa permaneça dentro da tolerância para o encaixe adequado do frasco
- Verificação de thread: Verifica a integridade da rosca para garantir uma vedação suave e segura
- Consistência de cores: Confirma a aparência uniforme em todos os lotes
Padrões de controle de qualidade
| Parâmetro | Método de inspeção | Critérios de Aceitação / Tolerância Comum |
|---|---|---|
| Precisão Dimensional | Paquímetros Digitais, Sistemas de visão automatizados | Está em conformidade com o projeto técnico (±0,2mm) |
| Qualidade de Superfície | Visão Automatizada, Inspeção Manual | Sem marcas de afundamento, tiros curtos, ou piscar |
| Integridade da rosca do parafuso | Inspeção Visual, Medidores Mecânicos | Fios totalmente formados, sem quebras ou malformações |
| Desempenho de vedação | Teste de Torque, Teste de pressão/vazamento | Atende aos valores de torque especificados; sem vazamentos |
Esses padrões de inspeção garantem que cada tampa de rosca atenda aos requisitos industriais de segurança, consistência, e desempenho a longo prazo
Etapa 8 – Teste de vedação e vazamento de tampas de rosca acabadas

O desempenho da vedação representa a validação funcional final das tampas de rosca, onde qualquer pequeno desvio estrutural ou dimensional possa afetar diretamente a segurança e a usabilidade do produto.
Para verificar o desempenho em condições operacionais reais, tampas acabadas passam por uma série de testes de validação controlados visando diferentes cenários de tensão de vedação:
- Teste de pressão: Avalia a resistência da vedação interna sob pressão de transporte simulada
- Teste de vácuo: Avalia a resistência às mudanças de pressão externa durante a logística e variação de altitude
- Teste de Torque: Mede a consistência da força rotacional para desempenho adequado de aperto e abertura
Cada teste corresponde a uma condição específica de estresse de uso, garantindo que a tampa mantenha a integridade da vedação em todos os produtos químicos, comida, e aplicações de embalagens industriais.
Somente tampas que passam no sistema de validação completa são liberadas para embalagem e envio, garantindo desempenho consistente em ambientes operacionais do mundo real.
Etapa 9 – Embalagem, Rastreabilidade do Lote e Condições de Armazenamento

A etapa final integra embalagem, gestão de rastreabilidade, e armazenamento controlado para garantir a integridade do produto antes do envio e uso posterior.
Os principais procedimentos incluem:
- Contagem e embalagem automatizadas: Garante quantidades precisas de lote para consistência de remessa
- Rotulagem de rastreabilidade de lote: Registra dados de produção, como data, ID do molde, e informações de lote para rastreamento completo do ciclo de vida
- Condições de armazenamento controladas: Protege os produtos contra poeira, umidade, e deformação durante o armazenamento
A rastreabilidade desempenha um papel crítico nas cadeias de abastecimento internacionais, permitindo visibilidade total da produção e garantindo a responsabilização em todos os processos de fabricação e logística.
Embalagem e armazenamento adequados mantêm a limpeza do produto e a estabilidade estrutural, garantindo que as tampas de rosca estejam prontas para uso imediato nas linhas de produção posteriores.
Etapa 10 – Otimização de Processos e Melhoria Contínua

A fabricação de tampas de rosca de plástico evolui por meio da otimização contínua do processo, em vez de permanecer estática após a produção estável ser alcançada. Isso garante eficiência a longo prazo, estabilidade do processo, e qualidade de produto consistente.
Nesta fase, dados de produção de moldagem por injeção, sistemas de inspeção, e processos de teste de vazamento são usados para avaliar o comportamento do processo e detectar variações sutis que podem afetar a consistência da saída.
As principais atividades de otimização incluem:
- Ajuste do tempo de ciclo: Melhora a eficiência da produção enquanto mantém a estabilidade da moldagem
- Acompanhamento do desempenho do molde: Monitora o desgaste da ferramenta para preservar a precisão dimensional durante longos ciclos de produção
- Análise da taxa de defeitos: Identifica desvios recorrentes de qualidade para correção do processo
- Melhoria da eficiência dos materiais: Otimiza o uso de resina e reduz o desperdício de produção
Os sistemas de produção modernos dependem de ciclos de feedback de dados em tempo real, permitindo que os engenheiros ajustem os parâmetros da máquina e mantenham a produção estável em ambientes de produção em grande escala.
A otimização contínua fortalece a confiabilidade da fabricação a longo prazo, estabilizando o desempenho do processo e garantindo uma qualidade consistente do produto em todas as cadeias de fornecimento globais.
Conclusão
Compreender a fabricação de tampas de rosca de plástico explica por que a qualidade do fornecedor varia. Moldagem de precisão, controle de qualidade rigoroso, e automação garantem confiabilidade de vedação e produção estável.
Se você enfrentar montagem, vazamento, ou problemas de fornecimento, é importante avaliar cuidadosamente cada etapa da produção. Um processo bem controlado reduz riscos e melhora o desempenho da embalagem a longo prazo, apoiando um sistema mais confiável solução completa para necessidades de fornecimento e produção.
Perguntas frequentes
Como posso avaliar um fornecedor confiável de tampa de rosca de plástico?
Um fornecedor confiável deve demonstrar capacidade de produção estável, qualidade de lote consistente, e sistemas de documentação transparentes. Os compradores devem se concentrar na estabilidade da produção a longo prazo, consistência de controle de defeitos, e fornecer confiabilidade em vez de apenas avaliar amostras.
Quais fatores afetam a compatibilidade da tampa de rosca com os frascos?
A compatibilidade depende da precisão dimensional, correspondência padrão de thread, e design de interface de vedação. Mesmo pequenos desvios no acabamento do pescoço ou na geometria da rosca podem afetar o desempenho da vedação e o encaixe adequado.
Por que os níveis de qualidade das tampas de rosca variam entre fornecedores?
As diferenças de qualidade são causadas principalmente por variações nos sistemas de controle de produção, precisão do equipamento, e padrões de gestão de qualidade. Sistemas de fabricação mais avançados geralmente resultam em melhor consistência dimensional e menores taxas de defeitos.
Como os fabricantes verificam a qualidade da tampa de rosca?
Os fabricantes realizam inspeções de controle de qualidade para verificar diversas características importantes das tampas acabadas.. Essas verificações confirmam a precisão dimensional, integridade do encadeamento, a ausência de defeitos superficiais, e desempenho geral de vedação para garantir que as tampas atendam às especificações precisas.
Por que algumas tampas de lotes diferentes se ajustam de maneira diferente?
O ajuste inconsistente entre lotes pode resultar de pequenas variações nos parâmetros de fabricação. O processo depende do controle preciso da umidade do material, temperatura de fusão, pressão de injeção, e tempo de resfriamento. Mesmo pequenas quantidades de umidade podem comprometer o produto final, portanto, qualquer desvio nessas variáveis entre as execuções de produção pode levar a pequenas diferenças dimensionais.




















