Schraubverschlüsse aus Kunststoff werden häufig in Lebensmitteln verwendet, chemisch, Kosmetik, Schmiermittel, und Industrieverpackungen. Obwohl sie einfach erscheinen, Ihre Leistung hängt von streng kontrollierten Herstellungsbedingungen ab, wo selbst geringfügige Abweichungen die Zuverlässigkeit der Dichtung und die Produktsicherheit beeinträchtigen können.
Dieser FUTEN, Schraubverschlüsse werden in einer vollautomatischen und präzisionsgesteuerten Anlage hergestellt. Von der Rohstoffauswahl bis zur Endprüfung, Jede Phase wird streng überwacht, um eine stabile Qualität sicherzustellen, einheitliche Abmessungen, und zuverlässige Dichtungsleistung für industrielle Anwendungen. Das Verständnis des Herstellungsprozesses hilft dabei, die Produktionskapazität zu bewerten und einen zuverlässigen langfristigen Partner zu finden.
Überblick über den Arbeitsablauf bei der Herstellung von Kunststoff-Schraubverschlüssen

Die Herstellung von Kunststoff-Schraubverschlüssen folgt einem strukturierten industriellen Arbeitsablauf, der auf Konsistenz ausgelegt ist, Effizienz, und langfristige Produktionsstabilität.
Jede Stufe ist verbunden, Bildung einer kontinuierlichen Produktionskette statt unabhängiger Schritte.
In echter Produktion, Die Materialauswahl beeinflusst das Formverhalten, Die Präzision der Form beeinflusst die strukturelle Genauigkeit, und die Nachbearbeitung wirkt sich direkt auf die Dichtungsleistung aus. Deshalb Herstellung von Schraubverschlüssen muss als Gesamtsystem gesteuert werden.
Ein vereinfachter Arbeitsablauf ist unten dargestellt:
Fertigungsablauf
| Bühne | Hauptzweck |
|---|---|
| Rohstoffauswahl | Sorgen Sie für Haltbarkeit und chemische Beständigkeit |
| Formenbau | Definieren Sie die Kappengeometrie und die Gewindegenauigkeit |
| Spritzguss | Formen Sie den Kappenkörper präzise |
| Kühlung & Trimmen | Struktur stabilisieren und Mängel beseitigen |
| Montage | Fügen Sie Liner oder Dichtungskomponenten hinzu |
| Inspektion | Erkennen Sie Mängel und Größenabweichungen |
| Dichtheitsprüfung | Überprüfen Sie die Dichtungsleistung |
| Verpackung | Sorgen Sie für Rückverfolgbarkeit und sichere Lagerung |
Dieser strukturierte Arbeitsablauf bildet die Grundlage für eine stabile Massenproduktion und sorgt branchenübergreifend für eine gleichbleibende Qualität der Schraubverschlüsse.
Schritt 1 – Auswahl und Vorbereitung von Kunststoffharzen für Kappen

Die Leistung eines Kunststoff-Schraubverschlusses beginnt mit der Stabilität und Qualität des Rohmaterials selbst. Bevor mit dem Formen begonnen wird, Hersteller müssen sicherstellen, dass das ausgewählte Harz der Versiegelung entspricht, Haltbarkeit, und Anforderungen an die chemische Beständigkeit.
Selbst kleine Schwankungen in der Materialqualität können später in der Produktion das Formverhalten und die Fadenkonsistenz beeinflussen, Dadurch wird die Rohstoffkontrolle zu einer wichtigen Grundlage für eine stabile Fertigung.
Materialvorbereitungsprozess
Vor der Produktion, Rohstoffe durchlaufen Vorbereitungsprozesse, um eine stabile Formgebung beim Spritzgießen zu gewährleisten:
- Materialtrocknung: Entfernt Feuchtigkeit aus dem Harz, um Blasen zu verhindern, Hohlräume, und Formfehler beim Einspritzen.
- Chargenmischen: Gewährleistet Farb- und Leistungskonsistenz über alle Produktionschargen hinweg für eine stabile Ausgabequalität.
- Qualitätsprüfung: Überprüft den Schmelzfluss und die Reinheit, um die Eignung des Materials für industrielle Anwendungen zu bestätigen.
Bei der qualitativ hochwertigen Produktion werden ausschließlich Neuware verwendet, um Verunreinigungen zu vermeiden und eine stabile Leistung in der Chemie sicherzustellen, Öl, und industrielle Anwendungen.
Technische Überlegungen
In Großserienfertigung, Die Materialstabilität bestimmt auch die Wiederholbarkeit des Prozesses, Dies macht es zu einem Schlüsselfaktor für die Aufrechterhaltung einer konstanten Produktion über lange Produktionszyklen hinweg.
Materialreferenztabelle
| Material | Schmelzbereich | Hauptmerkmale |
|---|---|---|
| Pp | 200°C–250°C | Hohe Steifigkeit und Hitzebeständigkeit, Geeignet für Sterilisation und Heißabfüllung |
| HDPE | 180°C–220°C | Starke Haltbarkeit und chemische Beständigkeit für allgemeine Anwendungen |
| LDPE | 160°C–200°C | Flexible Struktur für Quetsch- und Weichverpackungsverschlüsse |
Schritt 2 – Gestaltung des Schraubverschlusses und der Spritzgussform

Die Struktur des Schraubverschlusses und das Formsystem müssen sorgfältig konstruiert werden, bevor mit der Massenproduktion begonnen wird. Die Präzision in dieser Phase wirkt sich direkt auf die Maßhaltigkeit aus, Gewindegenauigkeit, und Produktionseffizienz.
Die Präzision in dieser Phase wirkt sich direkt auf die Maßhaltigkeit aus, Gewindegenauigkeit, und nachgelagerte Produktion. Gut gestaltete Formen verbessern die Produktkonsistenz und reduzieren die Fehlerquote bei der Großserienfertigung.
Produktdesign und Formenbau definieren die strukturelle Grundlage von Schraubverschlüssen. Jede Dimension hängt von der Präzision der Form ab.
Ingenieure entwerfen:
- Gewindekompatibilität mit Flaschenhalsstandards
- Ausgeglichene Wandstärke für Stärke und Flexibilität
- Manipulationssichere Strukturen für Sicherheitsanwendungen
- OEM-Branding-Bereiche zur individuellen Anpassung
Präzisionsformen werden mittels CNC- und Erodierbearbeitung hergestellt, Gewährleistung einer Genauigkeit im Mikrometerbereich für die Stabilität der Massenproduktion.
Die Formqualität wirkt sich direkt auf die Formkonsistenz aus, Produktionseffizienz, und langfristige Produktzuverlässigkeit.
Schritt 3 – Spritzguss: Formen des Schraubdeckelkörpers
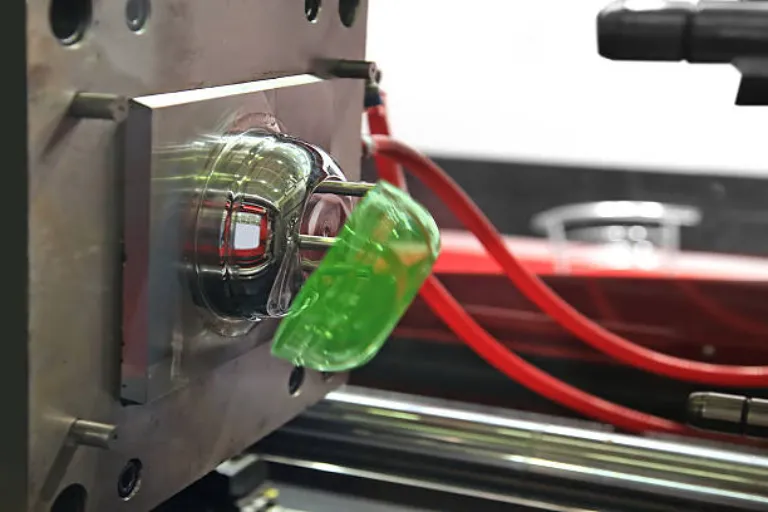
Sobald Materialien und Formen fertig sind, Die Produktion geht in die Spritzgussphase über. Hier wird unter kontrollierter Temperatur der Schraubverschluss geformt, Druck, und Zyklus-Timing.
Diese Phase bestimmt direkt die Thread-Integrität und die strukturelle Konsistenz.
Spritzguss ist die Phase der Kernbildung. Kunststoffpellets werden geschmolzen und unter hohem Druck in einen Formhohlraum eingespritzt.
Zu den wichtigsten Schritten gehören::
- Erhitzen von Kunststoff auf kontrollierte Schmelztemperatur
- Hochdruckeinspritzung in Formhohlräume
- Haltedruck für vollständige Füllung und Gewindegenauigkeit
- Kontrollierte Abkühlung zur Verfestigung der Struktur
Stabile Temperaturkontrolle, Druck, und die Zykluszeit ist entscheidend. Selbst kleine Abweichungen können zu Schrumpfungen führen, Verformung, oder unvollständige Threads.
Moderne automatisierte Systeme gewährleisten eine hohe Wiederholgenauigkeit und gleichbleibende Qualität in der Großserienproduktion.
Schritt 4 – Kühlung, Entgratungs- und Trimmvorgänge

Nach dem Auswerfen aus der Form, Die Kappe behält interne Spannungen und eine ungleichmäßige Wärmeverteilung bei, die durch die schnelle Abkühlung beim Spritzgießen verursacht werden, was die Dimensionsstabilität beeinträchtigen kann.
In dieser Phase werden Restspannungen und überschüssiges Material entfernt und gleichzeitig die endgültige Geometrie für die Weiterverarbeitung stabilisiert.
Diese Phase umfasst:
- Kontrollierte Kühlung: Reduziert innere Spannungen und stabilisiert die Teileabmessungen
- Entblitzen: Entfernt überschüssiges Material entlang der Formtrennlinien
- Präzises Trimmen: Verfeinert Kanten und verbessert die Oberflächenkonsistenz
Diese Vorgänge stellen sicher, dass die Kappe eine stabile Geometrie erhält und für die Montage und Inspektion bereit ist.
Ihr strategischer Partner für leckagefreie Verschlüsse

Schritt 5 – Hinzufügen von Linern, Induktionsfolie oder Innenstopfen

Nach der Strukturumformung, Dichtungskomponenten werden je nach Anwendungsanforderungen hinzugefügt. Diese Komponenten haben direkten Einfluss auf den Leckwiderstand, Manipulationsschutz, und Speicherzuverlässigkeit.
Abhängig von den Anwendungsanforderungen, zusätzliche Dichtungskomponenten werden hinzugefügt.
Zu den gängigen Optionen gehören::
- EPE-Liner zur Grundabdichtung
- Induktionsfolie zur Manipulationserkennung
- Innenstopfen zur Flüssigkeitskontrolle
Diese Komponenten verbessern die Auslaufsicherheit und den Produktschutz bei Transport und Lagerung deutlich.
Schritt 6 – Automatisierte Montage, Sortieren und Orientierung

Wenn die Produktion steigt, Automatisierung wird für die Aufrechterhaltung der Ausrichtung und Effizienz unerlässlich. In dieser Phase wird sichergestellt, dass die Verschlüsse richtig ausgerichtet und für die nachgelagerten Prozesse vorbereitet sind.
Sortiersysteme reduzieren die manuelle Handhabung und verbessern die Produktionskonsistenz.
Kappen gelangen zur Montage und Ausrichtung in automatisierte Systeme.
Sortiertechnik sorgt für Effizienz und Konstanz in der Produktion.
| Sortiertechnik | Funktionsprinzip | Best-Fit-Anwendung |
|---|---|---|
| Vibrationssortierer | Verwendet Vibrationen, um Teile auf einer mit Werkzeugen versehenen Schiene nach oben zu bewegen, die sie auf natürliche Weise ausrichtet. | Vielseitig für eine Vielzahl von Kappengrößen und -formen bei minimalem Wartungsaufwand. |
| Zentrifugalsortierer | Eine rotierende zentrale Scheibe nutzt die Zentrifugalkraft, um die Kappen zum Sortieren auf eine äußere Schiene zu schieben. | Hochgeschwindigkeits-Produktionslinien, bei denen der Durchsatz im Vordergrund steht. |
| Optische Sortierer | Hochgeschwindigkeitskameras erkennen Orientierung und Fehler, Sortiermechanismen auslösen. | Komplexe Kappengeometrien oder wenn eine integrierte Fehlererkennung erforderlich ist. |
Schritt 7 – Visuelle Inspektion und dimensionale Qualitätskontrolle

Vor Funktionstest, Schraubverschlüsse müssen eine visuelle und maßliche Prüfung bestehen, um strukturelle Konsistenz und Oberflächenqualität sicherzustellen.
Qualität Die Inspektion bei der Herstellung von Schraubverschlüssen umfasst mehrere Überprüfungsebenen, einschließlich Maßhaltigkeit und Oberflächenqualität.
In dieser Phase wird verhindert, dass fehlerhafte Produkte der Endprüfung und dem Versand zugeführt werden.
Inspektionsumfang:
- Oberflächeninspektion: Erkennt sichtbare Mängel wie Kratzer, Blitz, oder Verunreinigungen auf den Kappenoberflächen
- Dimensionsmessung: Stellt sicher, dass die Verschlussgröße innerhalb der Toleranz bleibt, damit die Flasche ordnungsgemäß passt
- Thread-Überprüfung: Überprüft die Integrität des Gewindes, um eine reibungslose und sichere Abdichtung zu gewährleisten
- Farbkonsistenz: Bestätigt das einheitliche Erscheinungsbild aller Chargen
QC-Standards
| Parameter | Inspektionsmethode | Akzeptanzkriterien / Gemeinsame Toleranz |
|---|---|---|
| Maßgenauigkeit | Digitale Messschieber, Automatisierte Bildverarbeitungssysteme | Entspricht der technischen Blaupause (±0,2 mm) |
| Oberflächenqualität | Automatisiertes Sehen, Manuelle Inspektion | Keine Einfallstellen, kurze Aufnahmen, oder Blitz |
| Integrität des Schraubengewindes | Visuelle Inspektion, Mechanische Messgeräte | Vollständig geformte Fäden, Keine Brüche oder Fehlbildungen |
| Dichtungsleistung | Drehmomentprüfung, Druck-/Dichtheitsprüfung | Erfüllt die angegebenen Drehmomentwerte; keine Lecks |
Diese Prüfnormen stellen sicher, dass jeder Schraubverschluss den industriellen Sicherheitsanforderungen entspricht, Konsistenz, und langfristige Leistung
Schritt 8 – Dichtheits- und Dichtheitsprüfung von fertigen Schraubverschlüssen

Die Dichtleistung stellt die abschließende Funktionsvalidierung von Schraubverschlüssen dar, bei denen geringfügige strukturelle oder maßliche Abweichungen die Produktsicherheit und -verwendbarkeit direkt beeinträchtigen können.
Zur Überprüfung der Leistung unter realen Betriebsbedingungen, Fertige Kappen werden einer Reihe kontrollierter Validierungstests unterzogen, die auf verschiedene Dichtungsbelastungsszenarien abzielen:
- Druckprüfung: Bewertet die innere Siegelfestigkeit unter simuliertem Transportdruck
- Vakuumprüfung: Bewertet den Widerstand gegen äußere Druckänderungen während der Logistik und bei Höhenschwankungen
- Drehmomentprüfung: Misst die Rotationskraftkonsistenz für eine ordnungsgemäße Anzugs- und Öffnungsleistung
Jeder Test entspricht einer bestimmten Nutzungsbelastungsbedingung, Sicherstellen, dass die Kappe ihre Dichtigkeit gegenüber allen Chemikalien beibehält, Essen, und industrielle Verpackungsanwendungen.
Für die Verpackung und den Versand werden nur Verschlüsse freigegeben, die das vollständige Validierungssystem bestehen, Gewährleistung einer gleichbleibenden Leistung unter realen Betriebsumgebungen.
Schritt 9 – Verpackung, Chargenrückverfolgbarkeit und Lagerbedingungen

Im letzten Schritt erfolgt die Integration der Verpackung, Rückverfolgbarkeitsmanagement, und kontrollierte Lagerung, um die Produktintegrität vor dem Versand und der nachgelagerten Verwendung sicherzustellen.
Zu den wichtigsten Verfahren gehören::
- Automatisiertes Zählen und Verpacken: Gewährleistet genaue Chargenmengen für einheitliche Sendungen
- Kennzeichnung der Chargenrückverfolgbarkeit: Zeichnet Produktionsdaten wie Datum auf, Form-ID, und Chargeninformationen für die vollständige Lebenszyklusverfolgung
- Kontrollierte Lagerbedingungen: Schützt Produkte vor Staub, Feuchtigkeit, und Verformung während der Lagerung
Rückverfolgbarkeit spielt in internationalen Lieferketten eine entscheidende Rolle, da sie eine vollständige Produktionstransparenz ermöglicht und die Verantwortlichkeit über alle Fertigungs- und Logistikprozesse hinweg gewährleistet.
Durch die richtige Verpackung und Lagerung bleiben die Sauberkeit und Strukturstabilität des Produkts erhalten, Sicherstellen, dass Schraubverschlüsse sofort in nachgelagerten Produktionslinien einsatzbereit sind.
Schritt 10 – Prozessoptimierung und kontinuierliche Verbesserung

Die Herstellung von Kunststoff-Schraubverschlüssen entwickelt sich durch kontinuierliche Prozessoptimierung weiter und bleibt nicht statisch, nachdem eine stabile Produktion erreicht wurde. Dadurch wird eine langfristige Effizienz gewährleistet, Prozessstabilität, und gleichbleibende Produktqualität.
In diesem Stadium, Produktionsdaten aus dem Spritzguss, Inspektionssysteme, und Lecktestprozesse werden verwendet, um das Prozessverhalten zu bewerten und subtile Abweichungen zu erkennen, die sich auf die Ausgabekonsistenz auswirken können.
Zu den wichtigsten Optimierungsaktivitäten gehören::
- Anpassung der Zykluszeit: Verbessert die Produktionseffizienz bei gleichzeitiger Beibehaltung der Formstabilität
- Verfolgung der Formleistung: Überwacht den Werkzeugverschleiß, um die Maßhaltigkeit über lange Produktionszyklen hinweg aufrechtzuerhalten
- Fehlerratenanalyse: Identifiziert wiederkehrende Qualitätsabweichungen zur Prozesskorrektur
- Verbesserung der Materialeffizienz: Optimiert den Harzverbrauch und reduziert Produktionsabfall
Moderne Fertigungssysteme basieren auf Echtzeit-Datenrückkopplungsschleifen, Dies ermöglicht es Ingenieuren, Maschinenparameter zu optimieren und eine stabile Produktion in großen Produktionsumgebungen aufrechtzuerhalten.
Kontinuierliche Optimierung stärkt die langfristige Produktionszuverlässigkeit, indem sie die Prozessleistung stabilisiert und eine gleichbleibende Produktqualität über globale Lieferketten hinweg sicherstellt.
Abschluss
Das Verständnis der Herstellung von Kunststoff-Schraubverschlüssen erklärt, warum die Qualität der Lieferanten variiert. Präzisionsformen, strenge Qualitätskontrolle, und Automatisierung sorgen für Dichtungszuverlässigkeit und stabile Produktion.
Wenn Sie vor einer Anpassung stehen, Leckage, oder Versorgungsprobleme, Es ist wichtig, jede Produktionsstufe sorgfältig zu bewerten. Ein gut kontrollierter Prozess reduziert Risiken und verbessert die langfristige Verpackungsleistung, Unterstützung einer zuverlässigeren Komplettlösung aus einer Hand für Beschaffungs- und Produktionsanforderungen.
Häufig gestellte Fragen
Wie kann ich einen zuverlässigen Lieferanten von Kunststoff-Schraubverschlüssen bewerten??
Ein zuverlässiger Lieferant sollte eine stabile Produktionsfähigkeit nachweisen, gleichbleibende Chargenqualität, und transparente Dokumentationssysteme. Käufer sollten sich auf eine langfristige Fertigungsstabilität konzentrieren, Konsistenz der Fehlerkontrolle, und Liefersicherheit, statt nur Proben auszuwerten.
Welche Faktoren beeinflussen die Kompatibilität von Schraubverschlüssen mit Flaschen??
Die Kompatibilität hängt von der Maßhaltigkeit ab, Gewindestandard passend, und Dichtungsschnittstellendesign. Selbst kleine Abweichungen in der Halsausführung oder der Gewindegeometrie können die Dichtleistung und den korrekten Sitz beeinträchtigen.
Warum variieren die Qualitätsniveaus von Schraubverschlüssen zwischen den Anbietern??
Qualitätsunterschiede werden hauptsächlich durch Unterschiede in den Produktionskontrollsystemen verursacht, Präzision der Ausrüstung, und Qualitätsmanagementstandards. Fortgeschrittenere Fertigungssysteme führen in der Regel zu einer besseren Maßhaltigkeit und geringeren Fehlerraten.
Wie prüfen Hersteller die Qualität von Schraubverschlüssen??
Hersteller führen Qualitätskontrollen durch, um mehrere Schlüsselmerkmale der fertigen Verschlüsse zu überprüfen. Diese Kontrollen bestätigen die Maßhaltigkeit, Thread-Integrität, das Fehlen von Oberflächenfehlern, und die allgemeine Dichtungsleistung, um sicherzustellen, dass die Kappen präzisen Spezifikationen entsprechen.
Warum passen manche Kappen aus verschiedenen Chargen unterschiedlich??
Eine inkonsistente Passung über Chargen hinweg kann durch geringfügige Abweichungen in den Herstellungsparametern verursacht werden. Der Prozess beruht auf einer präzisen Kontrolle der Materialfeuchtigkeit, Schmelztemperatur, Einspritzdruck, und Abkühlzeit. Selbst Spuren von Feuchtigkeit können das Endprodukt beeinträchtigen, Daher kann jede Abweichung dieser Variablen zwischen Produktionsläufen zu geringfügigen Maßunterschieden führen.




















