Les bouchons à vis en plastique sont largement utilisés dans l'alimentation, chimique, cosmétique, lubrifiant, et emballages industriels. Bien qu'ils paraissent simples, leurs performances dépendent de conditions de fabrication étroitement contrôlées, où même des variations mineures peuvent avoir un impact sur la fiabilité de l'étanchéité et la sécurité du produit.
Ce FUTEN, les bouchons à vis sont produits via un système entièrement automatisé et contrôlé avec précision. De la sélection des matières premières aux tests finaux, chaque étape est strictement gérée pour assurer une qualité stable, dimensions cohérentes, et des performances d'étanchéité fiables pour les applications industrielles. Comprendre le processus de fabrication permet d'évaluer la capacité de production et d'identifier un partenaire fiable à long terme.
Présentation du flux de travail de fabrication des bouchons à vis en plastique

La fabrication des bouchons à vis en plastique suit un flux de travail industriel structuré conçu pour garantir la cohérence, efficacité, et stabilité de la production à long terme.
Chaque étape est connectée, former une chaîne de production continue plutôt que des étapes indépendantes.
En production réelle, la sélection des matériaux influence le comportement du moulage, la précision du moule affecte la précision structurelle, et le post-traitement a un impact direct sur les performances d'étanchéité. C'est pourquoi fabrication de bouchons à vis doit être contrôlé comme un système complet.
Un flux de travail simplifié est présenté ci-dessous:
Flux de travail de fabrication
| Scène | Objectif principal |
|---|---|
| Sélection des matières premières | Assurer la durabilité et la résistance chimique |
| Conception de moules | Définir la géométrie du capuchon et la précision du filetage |
| Moulage par injection | Former le corps du bouchon avec précision |
| Refroidissement & Garniture | Stabiliser la structure et éliminer les défauts |
| Assemblée | Ajouter des doublures ou des composants d'étanchéité |
| Inspection | Détecter les défauts et les écarts de taille |
| Test de fuite | Vérifier les performances d'étanchéité |
| Conditionnement | Assurer la traçabilité et un stockage sécurisé |
Ce flux de travail structuré constitue la base d'une production de masse stable et garantit une qualité constante des bouchons à vis dans différentes industries..
Étape 1 – Sélection et préparation des résines plastiques pour bouchons

La performance d'un bouchon à vis en plastique commence par la stabilité et la qualité de la matière première elle-même. Avant le début du moulage, les fabricants doivent s'assurer que la résine sélectionnée répond aux normes d'étanchéité, durabilité, et exigences de résistance chimique.
Même de petites variations dans la qualité du matériau peuvent affecter le comportement du moulage et la cohérence du filetage plus tard au cours de la production., faire du contrôle des matières premières une base importante pour une fabrication stable.
Processus de préparation des matériaux
Avant la fabrication, les matières premières subissent des processus de préparation pour garantir des performances de formage stables pendant le moulage par injection:
- Séchage des matériaux: Élimine l'humidité de la résine pour éviter les bulles, vides, et défauts de moulage lors de l'injection.
- Mélange par lots: Garantit la cohérence des couleurs et des performances entre les lots de production pour une qualité de sortie stable.
- Tests de qualité: Vérifie l'écoulement et la pureté du matériau pour confirmer l'adéquation du matériau aux applications industrielles..
Seuls des matériaux de qualité vierge sont utilisés dans une production de haute qualité pour éviter la contamination et garantir des performances stables en matière chimique., huile, et applications industrielles.
Considération technique
En production à grande échelle, la stabilité des matériaux détermine également la répétabilité du processus, ce qui en fait un facteur clé pour maintenir une production constante tout au long des cycles de fabrication longs.
Tableau de référence des matériaux
| Matériel | Plage de fusion | Caractéristiques clés |
|---|---|---|
| PP | 200°C–250°C | Haute rigidité et résistance à la chaleur, adapté à la stérilisation et au remplissage à chaud |
| PEHD | 180°C–220°C | Forte durabilité et résistance chimique pour les applications générales |
| PEBD | 160°C–200°C | Structure flexible pour bouchons compressibles et d'emballage souples |
Étape 2 – Conception du bouchon à vis et du moule d’injection

La structure du bouchon à vis et le système de moulage doivent être soigneusement conçus avant le début de la production à grande échelle.. La précision à ce stade affecte directement la cohérence dimensionnelle, précision du filetage, et l'efficacité de la production.
La précision à ce stade affecte directement la cohérence dimensionnelle, précision du filetage, et la production en aval Des moules bien conçus améliorent la cohérence du produit et réduisent les taux de défauts lors de la fabrication de gros volumes.
La conception des produits et l'ingénierie des moules définissent la base structurelle des bouchons à vis. Chaque dimension dépend de la précision du moule.
Conception d'ingénieurs:
- Compatibilité du filetage avec les normes de goulot de bouteille
- Équilibre de l'épaisseur des parois pour plus de résistance et de flexibilité
- Structures inviolables pour applications de sécurité
- Zones de marque OEM pour la personnalisation
Les moules de précision sont produits par usinage CNC et EDM, garantissant une précision au micron pour la stabilité de la production de masse.
La qualité du moule affecte directement la cohérence du moulage, efficacité de production, et fiabilité du produit à long terme.
Étape 3 – Moulage par injection: Formation du corps du bouchon à vis
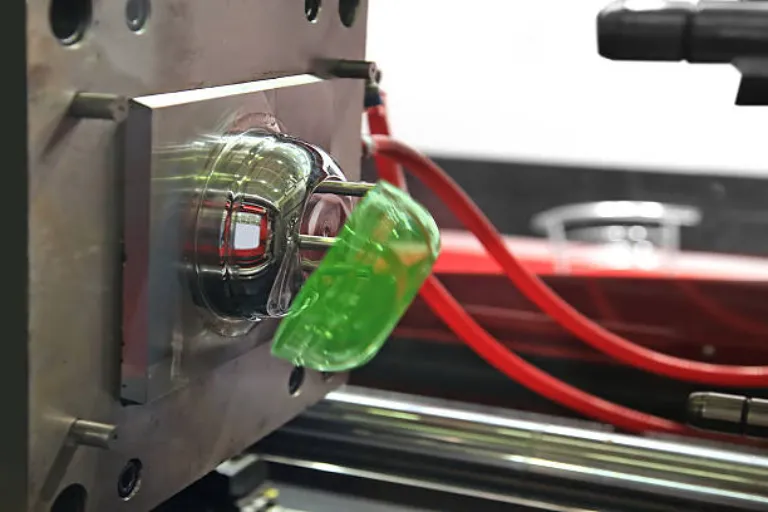
Une fois les matériaux et les moules prêts, la production passe à l’étape du moulage par injection. C'est ici que le bouchon à vis est formé sous température contrôlée., pression, et le timing du cycle.
Cette étape détermine directement l'intégrité du fil et la cohérence structurelle.
Moulage par injection est l'étape de formation du noyau. Les granulés de plastique sont fondus et injectés dans une cavité de moule sous haute pression.
Les étapes clés comprennent:
- Chauffer le plastique à une température de fusion contrôlée
- Injection haute pression dans les cavités du moule
- Pression de maintien pour un remplissage complet et une précision de filetage
- Refroidissement contrôlé pour solidifier la structure
Contrôle stable de la température, pression, et le temps de cycle est essentiel. Même de petites variations peuvent entraîner un rétrécissement, déformation, ou fils de discussion incomplets.
Les systèmes automatisés modernes garantissent une répétabilité élevée et une qualité constante dans toute la production à grande échelle.
Étape 4 – Refroidissement, Opérations d'ébavurage et de rognage

Après éjection du moule, le capuchon conserve les contraintes internes et la répartition thermique inégale causées par un refroidissement rapide lors du moulage par injection, ce qui peut affecter la stabilité dimensionnelle.
Cette étape élimine les contraintes résiduelles et l'excès de matériau tout en stabilisant la géométrie finale pour le traitement en aval..
Cette étape comprend:
- Refroidissement contrôlé: Réduit les contraintes internes et stabilise les dimensions des pièces
- Déflagrant: Élimine l'excédent de matériau le long des lignes de joint du moule
- Coupe de précision: Affine les bords et améliore la cohérence de la surface
Ces opérations garantissent que le capuchon atteint une géométrie stable et est prêt à être assemblé et inspecté..
Votre partenaire stratégique pour des fermetures sans fuite

Étape 5 – Ajout de doublures, Feuille d'induction ou bouchons intérieurs

Après formage structurel, les composants d'étanchéité sont ajoutés en fonction des exigences de l'application. Ces composants influencent directement la résistance aux fuites, protection anti-effraction, et fiabilité du stockage.
En fonction des exigences de la demande, des composants d'étanchéité supplémentaires sont ajoutés.
Les options courantes incluent:
- Doublures EPE pour une étanchéité de base
- Film à induction pour preuve d'inviolabilité
- Bouchons intérieurs pour le contrôle des liquides
Ces composants améliorent considérablement la résistance aux fuites et la protection du produit pendant le transport et le stockage..
Étape 6 – Assemblage automatisé, Tri et orientation

À mesure que la production augmente, l’automatisation devient essentielle pour maintenir l’alignement et l’efficacité. Cette étape garantit que les bouchons sont correctement orientés et préparés pour les processus en aval..
Les systèmes de tri réduisent la manipulation manuelle et améliorent la cohérence de la production.
Les capuchons entrent dans les systèmes automatisés pour l'assemblage et l'alignement.
La technologie de tri garantit l’efficacité et la cohérence de la production.
| Technologie de tri | Principe de fonctionnement | Application la mieux adaptée |
|---|---|---|
| Trieurs vibrants | Utilise les vibrations pour déplacer les pièces sur une piste usinée qui les aligne naturellement. | Polyvalent pour une large gamme de tailles et de formes de bouchons avec un minimum d'entretien. |
| Trieuses centrifuges | Un disque central en rotation utilise la force centrifuge pour pousser les bouchons vers une piste extérieure pour les trier.. | Lignes de production à grande vitesse où le débit est la principale exigence. |
| Trieurs optiques | Des caméras à grande vitesse identifient l'orientation et les défauts, déclencher des mécanismes de tri. | Géométries de bouchons complexes ou lorsqu'une détection intégrée des défauts est nécessaire. |
Étape 7 – Inspection visuelle et contrôle qualité dimensionnel

Avant les tests fonctionnels, les bouchons à vis doivent passer une inspection visuelle et dimensionnelle pour garantir la cohérence structurelle et la qualité de la surface.
Qualité l'inspection dans la fabrication de bouchons à vis implique plusieurs niveaux de vérification, y compris la cohérence dimensionnelle et la qualité de la surface.
Cette étape empêche les produits défectueux d'être soumis aux tests finaux et à l'expédition..
Portée de l'inspection:
- Inspection des surfaces: Détecte les défauts visibles tels que les rayures, éclair, ou contamination sur les surfaces du capuchon
- Mesure dimensionnelle: Garantit que la taille du bouchon reste dans les limites de tolérance pour un ajustement correct de la bouteille
- Vérification du fil de discussion: Vérifie l’intégrité du filetage pour garantir une étanchéité fluide et sécurisée
- Cohérence des couleurs: Confirme une apparence uniforme d’un lot à l’autre
Normes de CQ
| Paramètre | Méthode d'inspection | Critères d'acceptation / Tolérance commune |
|---|---|---|
| Précision dimensionnelle | Pieds à coulisse numériques, Systèmes de vision automatisés | Conforme au plan technique (±0,2 mm) |
| Qualité des surfaces | Vision automatisée, Inspection manuelle | Aucune marque d'évier, plans courts, ou flasher |
| Intégrité du filetage | Inspection visuelle, Jauges mécaniques | Fils entièrement formés, pas de cassures ni de malformations |
| Performances d'étanchéité | Test de couple, Test de pression/fuite | Répond aux valeurs de couple spécifiées; pas de fuite |
Ces normes d'inspection garantissent que chaque bouchon à vis répond aux exigences industrielles en matière de sécurité., cohérence, et des performances à long terme
Étape 8 – Test d’étanchéité et d’étanchéité des bouchons à vis finis

Les performances d'étanchéité représentent la validation fonctionnelle finale des bouchons à vis, où tout écart structurel ou dimensionnel mineur peut affecter directement la sécurité et la facilité d'utilisation du produit.
Pour vérifier les performances dans des conditions réelles de fonctionnement, les bouchons finis sont soumis à une série de tests de validation contrôlés ciblant différents scénarios de contraintes d'étanchéité:
- Test de pression: Évalue la résistance de l’étanchéité interne sous une pression de transport simulée
- Test sous vide: Évalue la résistance aux changements de pression externe pendant la logistique et la variation d'altitude
- Test de couple: Mesure la cohérence de la force de rotation pour des performances de serrage et d'ouverture appropriées
Chaque test correspond à une condition de contrainte d'usage spécifique, s'assurer que le capuchon maintient l'intégrité de l'étanchéité à travers les produits chimiques, nourriture, et applications d'emballage industriel.
Seuls les bouchons qui passent le système de validation complet sont autorisés à être emballés et expédiés., garantir des performances constantes dans des environnements d’exploitation réels.
Étape 9 – Emballage, Traçabilité des lots et conditions de stockage

La dernière étape intègre le packaging, gestion de la traçabilité, et stockage contrôlé pour garantir l'intégrité du produit avant expédition et utilisation en aval.
Les procédures clés comprennent:
- Comptage et emballage automatisés: Garantit des quantités de lots précises pour la cohérence des expéditions
- Étiquetage de traçabilité des lots: Enregistre les données de production telles que la date, identification du moule, et informations sur les lots pour un suivi complet du cycle de vie
- Conditions de stockage contrôlées: Protège les produits de la poussière, humidité, et déformation pendant l'entreposage
La traçabilité joue un rôle essentiel dans les chaînes d'approvisionnement internationales en permettant une visibilité complète de la production et en garantissant la responsabilité tout au long des processus de fabrication et de logistique..
Un emballage et un stockage appropriés maintiennent la propreté et la stabilité structurelle du produit., s'assurer que les bouchons à vis sont prêts à être utilisés immédiatement dans les lignes de production en aval.
Étape 10 – Optimisation des processus et amélioration continue

La fabrication de bouchons à vis en plastique évolue grâce à une optimisation continue des processus plutôt que de rester statique une fois la production stable atteinte.. Cela garantit une efficacité à long terme, stabilité du processus, et une qualité de produit constante.
A ce stade, données de production du moulage par injection, systèmes d'inspection, et les processus de test de fuite sont utilisés pour évaluer le comportement du processus et détecter les variations subtiles qui peuvent affecter la cohérence des résultats..
Les principales activités d'optimisation comprennent:
- Ajustement du temps de cycle: Améliore l'efficacité de la production tout en maintenant la stabilité du moulage
- Suivi des performances des moules: Surveille l'usure des outils pour préserver la précision dimensionnelle sur de longs cycles de production
- Analyse du taux de défauts: Identifie les écarts de qualité récurrents pour la correction du processus
- Amélioration de l'efficacité des matériaux: Optimise l'utilisation de la résine et réduit les déchets de production
Les systèmes de fabrication modernes s'appuient sur des boucles de rétroaction de données en temps réel, permettant aux ingénieurs d'affiner les paramètres de la machine et de maintenir une production stable dans les environnements de production à grande échelle.
L'optimisation continue renforce la fiabilité de la fabrication à long terme en stabilisant les performances des processus et en garantissant une qualité de produit constante dans les chaînes d'approvisionnement mondiales..
Conclusion
Comprendre la fabrication des bouchons à vis en plastique explique pourquoi la qualité des fournisseurs varie. Moulage de précision, CQ strict, et l'automatisation garantissent la fiabilité de l'étanchéité et une production stable.
Si vous faites face à un montage, fuite, ou problèmes d'approvisionnement, il est important d'évaluer soigneusement chaque étape de production. Un processus bien contrôlé réduit les risques et améliore les performances de l'emballage à long terme, soutenir un système plus fiable solution unique pour les besoins d’approvisionnement et de production.
Foire aux questions
Comment puis-je évaluer un fournisseur fiable de bouchons à vis en plastique?
Un fournisseur fiable doit démontrer une capacité de production stable, qualité constante des lots, et des systèmes de documentation transparents. Les acheteurs devraient se concentrer sur la stabilité de la fabrication à long terme, cohérence du contrôle des défauts, et la fiabilité de l'approvisionnement plutôt que d'évaluer uniquement des échantillons.
Quels facteurs affectent la compatibilité des bouchons à vis avec les bouteilles?
La compatibilité dépend de la précision dimensionnelle, correspondance standard de filetage, et conception d'interface d'étanchéité. Même de petits écarts dans la finition du col ou la géométrie du filetage peuvent affecter les performances d'étanchéité et le bon ajustement..
Pourquoi les niveaux de qualité des bouchons à vis varient-ils selon les fournisseurs?
Les différences de qualité sont principalement causées par des variations dans les systèmes de contrôle de production, précision de l'équipement, et normes de gestion de la qualité. Les systèmes de fabrication plus avancés entraînent généralement une meilleure cohérence dimensionnelle et des taux de défauts plus faibles..
Comment les fabricants vérifient-ils la qualité des bouchons à vis?
Les fabricants effectuent des inspections de contrôle qualité pour vérifier plusieurs caractéristiques clés des bouchons finis.. Ces contrôles confirment l'exactitude dimensionnelle, intégrité du fil, l'absence de défauts de surface, et performances d'étanchéité globales pour garantir que les bouchons répondent à des spécifications précises.
Pourquoi certaines casquettes de différents lots s'ajustent-elles différemment?
Un ajustement incohérent entre les lots peut résulter de variations mineures dans les paramètres de fabrication. Le processus repose sur un contrôle précis de l’humidité du matériau, température de fusion, pression d'injection, et temps de refroidissement. Même des traces d'humidité peuvent compromettre le produit final, ainsi, tout écart de ces variables entre les séries de production peut entraîner de légères différences dimensionnelles.




















