Los tapones de rosca de plástico se utilizan ampliamente en alimentos., químico, cosmético, lubricante, y embalajes industriales. Aunque parezcan simples, su rendimiento depende de condiciones de fabricación estrictamente controladas, donde incluso variaciones menores pueden afectar la confiabilidad del sellado y la seguridad del producto.
ese futen, Los tapones de rosca se producen mediante un sistema totalmente automatizado y controlado con precisión.. Desde la selección de la materia prima hasta las pruebas finales., Cada etapa se gestiona estrictamente para garantizar una calidad estable., dimensiones consistentes, y rendimiento de sellado confiable para aplicaciones industriales. Comprender el proceso de fabricación ayuda a evaluar la capacidad de producción e identificar un socio confiable a largo plazo..
Descripción general del flujo de trabajo de fabricación de tapones de rosca de plástico

La fabricación de tapones de rosca de plástico sigue un flujo de trabajo industrial estructurado diseñado para garantizar la coherencia., eficiencia, y estabilidad de la producción a largo plazo.
Cada etapa está conectada, formar una cadena de producción continua en lugar de pasos independientes.
En producción real, La selección de materiales influye en el comportamiento del moldeo., La precisión del molde afecta la precisión estructural., y el posprocesamiento afecta directamente el rendimiento del sellado. Esta es la razón fabricación de tapones de rosca debe controlarse como un sistema completo.
A continuación se muestra un flujo de trabajo simplificado.:
Flujo de trabajo de fabricación
| Escenario | Propósito principal |
|---|---|
| Selección de materia prima | Garantizar durabilidad y resistencia química. |
| Diseño de moldes | Definir la geometría de la tapa y la precisión de la rosca. |
| Moldeo por inyección | Forme el cuerpo de la tapa con precisión |
| Enfriamiento & Guarnición | Estabilizar la estructura y eliminar defectos. |
| Asamblea | Agregue revestimientos o componentes de sellado |
| Inspección | Detectar defectos y desviaciones de tamaño. |
| Pruebas de fugas | Verificar el rendimiento del sellado |
| Embalaje | Garantizar la trazabilidad y el almacenamiento seguro |
Este flujo de trabajo estructurado constituye la base de una producción en masa estable y garantiza una calidad constante de los tapones de rosca en diferentes industrias..
Paso 1 – Selección y preparación de resinas plásticas para tapas

El rendimiento de un tapón de rosca de plástico parte de la estabilidad y calidad de la propia materia prima.. Antes de que comience el moldeado, Los fabricantes deben asegurarse de que la resina seleccionada cumpla con el sellado., durabilidad, y requisitos de resistencia química.
Incluso pequeñas variaciones en la calidad del material pueden afectar el comportamiento del moldeo y la consistencia de la rosca más adelante en la producción., Hacer del control de las materias primas una base importante para una fabricación estable..
Proceso de preparación de materiales
Antes de la producción, Las materias primas se someten a procesos de preparación para garantizar un rendimiento de formación estable durante el moldeo por inyección.:
- Secado de materiales: Elimina la humedad de la resina para evitar burbujas., vacíos, y defectos de moldeo durante la inyección.
- Mezcla por lotes: Garantiza la uniformidad del color y el rendimiento en todos los lotes de producción para lograr una calidad de salida estable.
- Pruebas de calidad: Verifica el flujo de fusión y la pureza para confirmar la idoneidad del material para aplicaciones industriales..
En la producción de alta calidad solo se utilizan materiales de calidad virgen para evitar la contaminación y garantizar un rendimiento estable en productos químicos., aceite, y aplicaciones industriales.
Consideración de ingeniería
En producción a gran escala, La estabilidad del material también determina la repetibilidad del proceso., lo que lo convierte en un factor clave para mantener una producción constante a lo largo de ciclos de fabricación prolongados..
Tabla de referencia de materiales
| Material | Rango de fusión | Características clave |
|---|---|---|
| PÁGINAS | 200°C–250°C | Alta rigidez y resistencia al calor., adecuado para esterilización y uso de llenado en caliente |
| PEAD | 180°C–220°C | Fuerte durabilidad y resistencia química para aplicaciones generales. |
| LDPE | 160°C–200°C | Estructura flexible para tapas de embalaje blandas y exprimibles. |
Paso 2 – Diseño del tapón de rosca y del molde de inyección.

La estructura del tapón de rosca y el sistema del molde deben diseñarse cuidadosamente antes de que comience la producción a gran escala.. La precisión en esta etapa afecta directamente la consistencia dimensional., precisión del hilo, y eficiencia de producción.
La precisión en esta etapa afecta directamente la consistencia dimensional., precisión del hilo, y producción posterior. Los moldes bien diseñados mejoran la consistencia del producto y reducen las tasas de defectos en la fabricación de alto volumen..
El diseño de productos y la ingeniería de moldes definen la base estructural de los tapones de rosca. Cada dimensión depende de la precisión del molde..
diseño de ingenieros:
- Compatibilidad de roscas con estándares de cuello de botella.
- Equilibrio del espesor de la pared para mayor resistencia y flexibilidad.
- Estructuras a prueba de manipulaciones para aplicaciones de seguridad
- Áreas de marca OEM para personalización
Los moldes de precisión se producen mediante mecanizado CNC y EDM., Garantizar una precisión a nivel de micras para la estabilidad de la producción en masa..
La calidad del molde afecta directamente la consistencia del molde., eficiencia de producción, y confiabilidad del producto a largo plazo.
Paso 3 – Moldeo por inyección: Formando el cuerpo del tapón de rosca
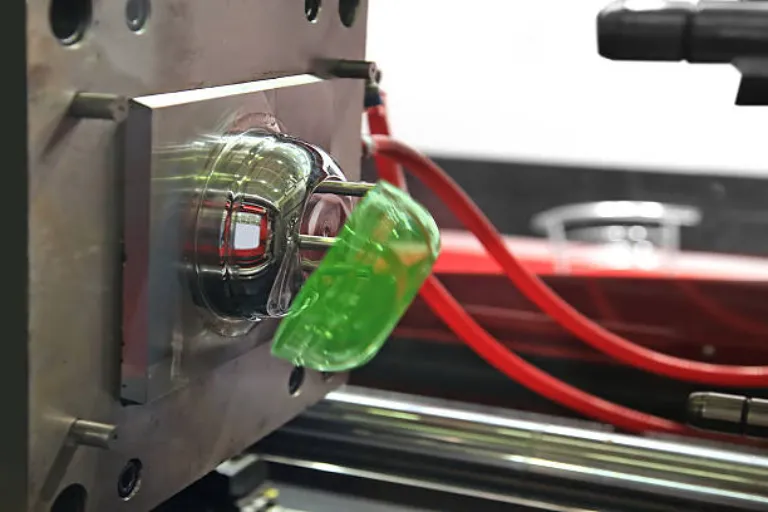
Una vez que los materiales y moldes estén listos, La producción pasa a la etapa de moldeo por inyección.. Aquí es donde se forma el tapón de rosca bajo temperatura controlada., presión, y sincronización del ciclo.
Esta etapa determina directamente la integridad de la rosca y la consistencia estructural..
moldeo por inyección es la etapa de formación del núcleo. Los gránulos de plástico se funden y se inyectan en la cavidad de un molde a alta presión..
Los pasos clave incluyen:
- Calentar el plástico a una temperatura de fusión controlada
- Inyección a alta presión en las cavidades del molde.
- Presión de mantenimiento para un llenado completo y precisión de rosca
- Enfriamiento controlado para solidificar la estructura.
Control estable de temperatura, presión, y el tiempo del ciclo es esencial. Incluso pequeñas variaciones pueden causar contracción., deformación, o hilos incompletos.
Los sistemas automatizados modernos garantizan una alta repetibilidad y una calidad constante en toda la producción a gran escala..
Paso 4 – Enfriamiento, Operaciones de desbarbado y recorte

Después de la expulsión del molde., La tapa retiene la tensión interna y la distribución térmica desigual causada por el enfriamiento rápido durante el moldeo por inyección., que puede afectar la estabilidad dimensional.
Esta etapa elimina la tensión residual y el exceso de material mientras estabiliza la geometría final para el procesamiento posterior..
Esta etapa incluye:
- Enfriamiento controlado: Reduce la tensión interna y estabiliza las dimensiones de las piezas.
- desbarbado: Elimina el exceso de material a lo largo de las líneas de separación del molde.
- Recorte de precisión: Refina los bordes y mejora la consistencia de la superficie.
Estas operaciones garantizan que la tapa alcance una geometría estable y esté lista para su montaje e inspección..
Su socio estratégico para cierres sin fugas

Paso 5 – Agregar revestimientos, Lámina de inducción o tapones interiores

Después del conformado estructural, Los componentes de sellado se agregan según los requisitos de la aplicación.. Estos componentes influyen directamente en la resistencia a las fugas., protección contra manipulaciones, y confiabilidad del almacenamiento.
Dependiendo de los requisitos de la aplicación, Se añaden componentes de sellado adicionales..
Las opciones comunes incluyen:
- Revestimientos EPE para sellado básico
- Lámina de inducción para pruebas de manipulación
- Tapones interiores para control de líquidos.
Estos componentes mejoran significativamente la resistencia a las fugas y la protección del producto durante el transporte y el almacenamiento..
Paso 6 – Montaje automatizado, Clasificación y Orientación

A medida que la producción aumenta, La automatización se vuelve esencial para mantener la alineación y la eficiencia.. Esta etapa garantiza que las tapas estén orientadas y preparadas adecuadamente para los procesos posteriores..
Los sistemas de clasificación reducen la manipulación manual y mejoran la coherencia de la producción.
Las tapas ingresan a sistemas automatizados para montaje y alineación..
La tecnología de clasificación garantiza eficiencia y coherencia en la producción.
| Tecnología de clasificación | Principio de funcionamiento | Aplicación más adecuada |
|---|---|---|
| Clasificadores vibratorios | Utiliza vibración para mover piezas por un riel labrado que las alinea naturalmente. | Versátil para una amplia gama de tamaños y formas de tapas con un mantenimiento mínimo. |
| Clasificadores centrífugos | Un disco central giratorio utiliza fuerza centrífuga para empujar las tapas hacia una pista exterior para clasificarlas.. | Líneas de producción de alta velocidad donde el rendimiento es el requisito principal. |
| Clasificadores ópticos | Las cámaras de alta velocidad identifican la orientación y los defectos, desencadenar mecanismos de clasificación. | Geometrías de tapa complejas o cuando se necesita una detección integrada de defectos. |
Paso 7 – Inspección Visual y Control de Calidad Dimensional

Antes de las pruebas funcionales, Los tapones de rosca deben pasar una inspección visual y dimensional para garantizar la consistencia estructural y la calidad de la superficie..
Calidad La inspección en la fabricación de tapones de rosca implica múltiples capas de verificación., incluida la consistencia dimensional y la calidad de la superficie.
Esta etapa evita que los productos defectuosos entren en las pruebas finales y en el envío..
Alcance de la inspección:
- Inspección de superficie: Detecta defectos visibles como rayones., destello, o contaminación en las superficies de la tapa
- Medición dimensional: Garantiza que el tamaño de la tapa se mantenga dentro de la tolerancia para un ajuste adecuado de la botella.
- Verificación del hilo: Comprueba la integridad de la rosca para garantizar un sellado suave y seguro.
- Consistencia del color: Confirma una apariencia uniforme en todos los lotes
Estándares de control de calidad
| Parámetro | Método de inspección | Criterios de aceptación / Tolerancia común |
|---|---|---|
| Precisión dimensional | Calibradores digitales, Sistemas de visión automatizados | Se ajusta al plano técnico. (±0,2mm) |
| Calidad de la superficie | Visión automatizada, Inspección manual | Sin marcas de hundimiento, tiros cortos, o flash |
| Integridad de la rosca del tornillo | Inspección visual, Medidores mecánicos | Hilos completamente formados, sin roturas ni malformaciones |
| Rendimiento de sellado | Prueba de par, Pruebas de presión/fugas | Cumple con los valores de torque especificados; sin fugas |
Estos estándares de inspección garantizan que cada tapón de rosca cumpla con los requisitos industriales de seguridad., consistencia, y rendimiento a largo plazo
Paso 8 – Pruebas de sellado y fugas de tapones de rosca terminados

El rendimiento del sellado representa la validación funcional final de los tapones de rosca., donde cualquier desviación estructural o dimensional menor puede afectar directamente la seguridad y usabilidad del producto.
Para verificar el rendimiento en condiciones reales de funcionamiento., Las tapas terminadas se someten a una serie de pruebas de validación controladas dirigidas a diferentes escenarios de tensión de sellado.:
- Prueba de presión: Evalúa la resistencia del sellado interno bajo presión de transporte simulada.
- Prueba de vacío: Evalúa la resistencia a los cambios de presión externa durante la logística y la variación de altitud.
- Prueba de par: Mide la consistencia de la fuerza de rotación para un rendimiento adecuado de apriete y apertura.
Cada prueba corresponde a una condición de estrés de uso específica., asegurar que la tapa mantenga la integridad del sellado a través de productos químicos., alimento, y aplicaciones de embalaje industrial.
Solo se liberan para embalaje y envío las tapas que pasan el sistema de validación completo., Garantizar un rendimiento constante en entornos operativos del mundo real..
Paso 9 – Embalaje, Trazabilidad de lotes y condiciones de almacenamiento

La etapa final integra el embalaje., gestión de trazabilidad, y almacenamiento controlado para garantizar la integridad del producto antes del envío y uso posterior.
Los procedimientos clave incluyen:
- Conteo y empaquetado automatizados: Garantiza cantidades de lote precisas para la coherencia del envío
- Etiquetado de trazabilidad de lotes: Registra datos de producción como la fecha., identificación del molde, e información de lotes para el seguimiento del ciclo de vida completo
- Condiciones de almacenamiento controladas: Protege los productos del polvo., humedad, y deformación durante el almacenamiento
La trazabilidad desempeña un papel fundamental en las cadenas de suministro internacionales al permitir una visibilidad total de la producción y garantizar la responsabilidad en los procesos de fabricación y logística..
El embalaje y almacenamiento adecuados mantienen la limpieza del producto y la estabilidad estructural., Garantizar que los tapones de rosca estén listos para su uso inmediato en las líneas de producción posteriores..
Paso 10 – Optimización de Procesos y Mejora Continua

La fabricación de tapones de rosca de plástico evoluciona a través de la optimización continua del proceso en lugar de permanecer estática una vez que se logra una producción estable.. Esto garantiza la eficiencia a largo plazo., estabilidad del proceso, y calidad constante del producto.
En esta etapa, datos de producción del moldeo por inyección, sistemas de inspección, y los procesos de prueba de fugas se utilizan para evaluar el comportamiento del proceso y detectar variaciones sutiles que pueden afectar la consistencia de la producción..
Las actividades clave de optimización incluyen:
- Ajuste del tiempo del ciclo: Mejora la eficiencia de la producción mientras mantiene la estabilidad del moldeo.
- Seguimiento del rendimiento del molde: Supervisa el desgaste de las herramientas para preservar la precisión dimensional durante largos ciclos de producción.
- Análisis de tasa de defectos: Identifica desviaciones de calidad recurrentes para la corrección del proceso.
- Mejora de la eficiencia de los materiales: Optimiza el uso de resina y reduce el desperdicio de producción.
Los sistemas de fabricación modernos dependen de bucles de retroalimentación de datos en tiempo real, Permitir a los ingenieros ajustar los parámetros de la máquina y mantener una producción estable en entornos de producción a gran escala..
La optimización continua fortalece la confiabilidad de la fabricación a largo plazo al estabilizar el desempeño del proceso y garantizar una calidad constante del producto en todas las cadenas de suministro globales..
Conclusión
Comprender la fabricación de tapones de rosca de plástico explica por qué varía la calidad de los proveedores. Moldeo de precisión, control de calidad estricto, y la automatización garantizan la confiabilidad del sellado y una producción estable.
Si te enfrentas al ajuste, fuga, o problemas de suministro, es importante evaluar cuidadosamente cada etapa de producción. Un proceso bien controlado reduce los riesgos y mejora el rendimiento del embalaje a largo plazo., apoyando una más confiable solución integral para necesidades de abastecimiento y producción.
Preguntas frecuentes
¿Cómo puedo evaluar un proveedor confiable de tapones de rosca de plástico??
Un proveedor confiable debe demostrar una capacidad de producción estable., calidad de lote consistente, y sistemas de documentación transparentes. Los compradores deberían centrarse en la estabilidad de la fabricación a largo plazo., consistencia del control de defectos, y confiabilidad del suministro en lugar de solo evaluar muestras.
¿Qué factores afectan la compatibilidad del tapón de rosca con las botellas??
La compatibilidad depende de la precisión dimensional, coincidencia estándar de hilo, y diseño de interfaz de sellado. Incluso pequeñas desviaciones en el acabado del cuello o la geometría de la rosca pueden afectar el rendimiento del sellado y el ajuste adecuado..
¿Por qué los niveles de calidad de los tapones de rosca varían entre proveedores??
Las diferencias de calidad se deben principalmente a variaciones en los sistemas de control de producción., precisión del equipo, y estándares de gestión de calidad. Los sistemas de fabricación más avanzados generalmente dan como resultado una mejor consistencia dimensional y menores tasas de defectos..
¿Cómo verifican los fabricantes la calidad del tapón de rosca??
Los fabricantes realizan inspecciones de control de calidad para verificar varias características clave de las tapas terminadas.. Estas comprobaciones confirman la precisión dimensional., integridad del hilo, la ausencia de defectos superficiales, y rendimiento general de sellado para garantizar que las tapas cumplan con especificaciones precisas.
¿Por qué algunas gorras de diferentes lotes se ajustan de manera diferente??
El ajuste inconsistente entre lotes puede deberse a variaciones menores en los parámetros de fabricación. El proceso se basa en un control preciso de la humedad del material., temperatura de fusión, presión de inyección, y tiempo de enfriamiento. Incluso pequeñas cantidades de humedad pueden comprometer el producto final., por lo que cualquier desviación en estas variables entre tiradas de producción puede dar lugar a ligeras diferencias dimensionales.




















