Ce guide détaille le flux de production de bout en bout, établir une procédure opérationnelle standard pour des résultats cohérents. Nous couvrirons les étapes techniques critiques, de la sélection des résines et des additifs aux spécificités du moulage par injection et de l'assemblage multi-pièces. Vous aurez également un aperçu clair des protocoles essentiels d’intégrité des joints et de test d’étanchéité qui séparent les fournisseurs fiables des risques opérationnels., s'assurer que chaque bouchon répond aux spécifications de performance.
Présentation du flux de travail de fabrication des bouchons de bec verseur en plastique
| Étape de fabrication | Processus de base | But & Résultat clé |
|---|---|---|
| 1. Matière première Sélection | Choisir une résine PE ou PP, mélanger un mélange maître de couleurs et des additifs fonctionnels. | Détermine la résistance chimique, durabilité, Protection UV, et l'apparence du produit. |
| 2. Conception de bouchons et de moules | Structure du fil d'ingénierie, canal de coulée, bague d'inviolabilité, et précision moule à injection. | Assure les performances d’étanchéité, précision dimensionnelle, et compatibilité avec les conteneurs. |
| 3. Moulage par injection | Le plastique fondu est injecté dans des moules en acier sous haute pression. | Forme le corps du bec, coque de casquette, fils de discussion, et structures inviolables. |
| 4. Refroidissement et ébavurage | Refroidissement contrôlé suivi d'une coupe en excès de plastique (éclair). | Stabilise les dimensions et garantit des filetages et des surfaces d'étanchéité propres. |
| 5. Production de revêtements et de joints | Fabrication et insertion de doublures en mousse EPE ou de joints en caoutchouc. | Crée un joint hermétique entre le bouchon et l'ouverture du récipient. |
| 6. Assemblage des composants | Assemblage automatisé du corps du bec, surbouchage, doublure, et bande de sécurité. | Produit un système de fermeture fonctionnel complet prêt à être testé. |
| 7. Tests de performances fonctionnelles | Mesure du couple d'ouverture, engagement du fil, et performances de coulée. | Garantit que le bouchon est sécurisé pendant le transport mais facile à ouvrir pour les consommateurs. |
| 8. Tests de fuite et d’intégrité des joints | Tests de chute de pression, test de bulles sous vide, et laisser tomber les tests. | Confirme que la fermeture empêche les fuites pendant le stockage et le transport. |
| 9. Emballage et traçabilité | Comptage automatisé, emballage, contrôle d'orientation, et codage du numéro de lot. | Assure une logistique efficace et une traçabilité complète de la production. |
| 10. Optimisation de la production | Automation, réglage des paramètres, et suivi de production en temps réel. | Améliore le temps de cycle, réduit les défauts, et prend en charge la fabrication en grand volume. |
Étape 1 – Sélection des résines et additifs pour Bouchons de bec

La production des bouchons de bec verseur commence par la sélection de la résine thermoplastique et des additifs fonctionnels appropriés.. Cette étape détermine la résistance chimique du bouchon, durabilité, et une fiabilité d'étanchéité à long terme.
La plupart des fabricants choisissent entre le polyéthylène (PE) et polypropylène (PP) en fonction de l'application.
Les choix de matériaux courants incluent:
- Polypropylène (PP)
Souvent sélectionné pour les applications nécessitant une résistance à des températures plus élevées, tels que les emballages de remplissage à chaud ou les processus de stérilisation. - Polyéthylène haute densité (PEHD)
Offre une excellente résistance aux chocs et une excellente compatibilité chimique, ce qui le rend largement utilisé pour les emballages industriels contenant des huiles, détergents, ou liquides chimiques.
Pour répondre aux exigences de la marque et améliorer les performances, la résine de base est mélangée à un mélange maître de couleur et à des additifs spécialisés.
Les additifs typiques utilisés dans la production de bouchons de bec verseur comprennent:
- Stabilisateurs UV – protéger le plastique de la dégradation du soleil
- Agents antistatiques – réduire l’accumulation de poussière pendant le stockage et l’affichage au détail
- Additifs anti-âge – prolonger la durée de vie du capuchon en cas d’utilisation à long terme
Avant le début du moulage, les granulés de résine subissent un processus de séchage pour éliminer l'humidité résiduelle. Si de l'humidité reste dans le matériau, il peut se vaporiser lors d'une injection à haute température et créer des défauts tels que:
- vides internes
- imperfections superficielles
- faiblesse structurelle
Un séchage approprié garantit un écoulement de matière fondu constant pendant le moulage et aide à maintenir la résistance mécanique et la fiabilité de l'étanchéité du bouchon..
Étape 2 – Conception du bouchon du bec, Canal de coulée et moule
L'étape de conception technique définit à la fois les performances fonctionnelles et la fabricabilité du bouchon du bec.. Durant cette phase, les ingénieurs déterminent la géométrie du capuchon, structure du canal de coulée, conception de fil, et interface d'étanchéité.
Les éléments structurels clés définis lors de la conception comprennent:
- Profils de filetage qui garantissent un engagement sûr avec les cols des conteneurs
- Canaux de coulée qui contrôlent le débit de liquide pendant la distribution
- Bandes inviolables qui se brise à la première ouverture
- Surfaces d'étanchéité qui assurent une bonne compression du joint
Un autre aspect critique est la conception du moule à injection., qui doit supporter une production en grand volume tout en maintenant des tolérances dimensionnelles strictes.
Les considérations importantes en matière d'ingénierie des moules comprennent:
- Cavités de moule en acier de haute précision pour une reproduction précise du fil
- Canaux de refroidissement pour contrôler la température du moule et réduire le retrait
- Compensation du retrait du matériau pour résines PE ou PP
Parce que les performances d’étanchéité dépendent de tolérances dimensionnelles extrêmement faibles, les ingénieurs doivent soigneusement calculer le retrait attendu pendant le refroidissement. La conception du moule comprend également des zones plates pour codage laser ou marquage à chaud, permettre aux fabricants de marquer les numéros de lot pour la traçabilité.
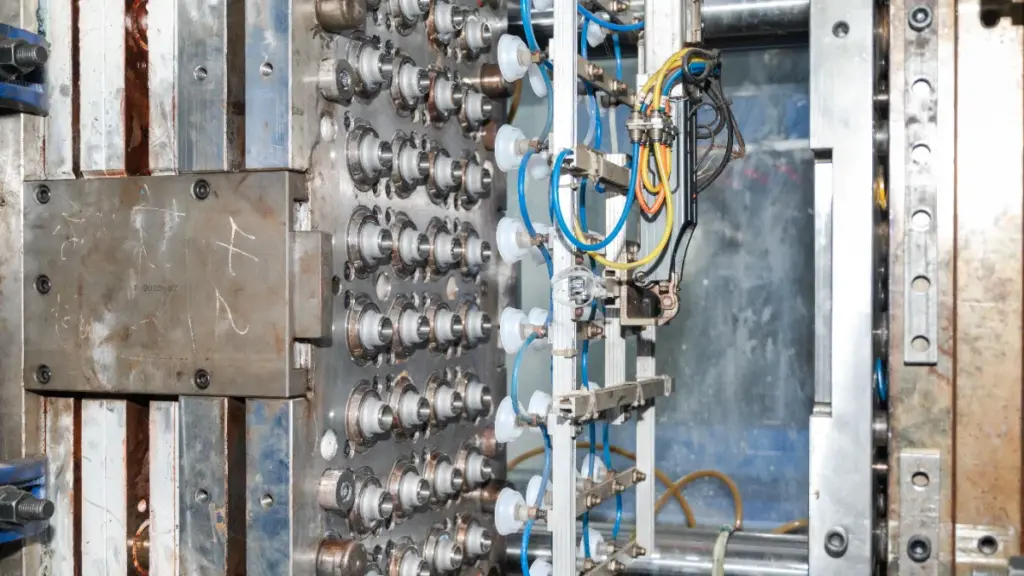
Étape 3 – Moulage par injection des corps de becs et des surbouchons
Le moulage par injection est la méthode de production standard pour la fabrication de bouchons de bec car il permet une production en grand volume avec une précision dimensionnelle constante..
Dans ce processus, les granulés de plastique séchés sont introduits dans une machine de moulage par injection où ils sont chauffés jusqu'à ce qu'ils soient fondus.
Les conditions de traitement typiques incluent:
- Température de fusion: 180–250°C
- Pression d'injection: haute pression pour assurer un remplissage complet du moule
- Température du moule: généralement maintenu entre 20 et 60 °C
Une fois fondu, le plastique est injecté dans un moule en acier de précision qui forme les caractéristiques structurelles du capuchon.
Ces fonctionnalités incluent généralement:
- interface à col fileté
- anneaux d'inviolabilité
- canaux de coulée
- structures de recouvrement
Une fois la cavité du moule remplie, le plastique refroidit et se solidifie. Le temps de refroidissement doit être soigneusement contrôlé car un refroidissement inégal peut entraîner:
- distorsion par retrait
- gauchissement
- incohérences dimensionnelles
Un cycle de moulage complet prend généralement 20–35 secondes, en fonction de la taille du capuchon et de l'épaisseur de la paroi. Ce processus reproductible permet aux fabricants de produire des milliers de composants identiques avec des propriétés mécaniques stables et des performances d'étanchéité fiables..
Refroidissement du moule pour la stabilité dimensionnelle
Une fois que le plastique fondu remplit les cavités, la phase de refroidissement commence. C'est la partie la plus longue et la plus critique du cycle. La température du moule est maintenue avec précision entre 20 et 60°C via des canaux de refroidissement internes. Ce refroidissement contrôlé gère la façon dont le plastique rétrécit à mesure qu'il se solidifie, ce qui est essentiel pour obtenir des dimensions précises, empêcher la déformation, et garantir l'intégrité structurelle requise pour une étanchéité fiable.
Éjection des pièces et gestion du cycle
Une fois les pièces refroidies et solidifiées, le moule s'ouvre et un système d'éjection pousse les corps de becs et surbouchons finis hors de leurs cavités. Le cycle complet, de la fermeture du moule à l'éjection de la pièce, dure généralement entre 20 et 35 secondes. Une gestion efficace du cycle est la clé d’une production à haut volume, équilibrage de la vitesse avec le temps de refroidissement nécessaire pour garantir une qualité constante des pièces sur des milliers d'unités.
Découpe post-moulage et suppression des flashs
Les pièces éjectées sont transférées vers des systèmes automatisés en aval pour la finition. Une étape courante consiste à tailler, où tout excédent matière plastique, connu sous le nom de flash, est retiré de la pièce. L'éclair se produit généralement au niveau des lignes de joint du moule.. Le retirer est nécessaire pour atteindre le résultat final, nettoyer la géométrie du produit et garantir qu'il n'y a pas d'imperfections qui pourraient interférer avec les performances d'étanchéité ou l'assemblage.
Étape 4 – Refroidissement, Composants d'ébavurage et de coupe du bec
Une fois les pièces moulées éjectées du moule, ils entrent dans la phase finale. Cette phase garantit que chaque composant conserve des dimensions précises et des bords structurels propres..
Le refroidissement contrôlé se poursuit après le démoulage pour permettre au plastique de se stabiliser complètement. Un refroidissement adéquat aide à maintenir une géométrie de filetage et des surfaces d'étanchéité précises.
Pendant le moulage, une fine couche de plastique en excès appelée bavure peut se former le long de la ligne de joint du moule.
S'il n'est pas supprimé, le flash peut causer plusieurs problèmes:
- mauvais engagement du filetage
- irrégularités de la surface d'étanchéité
- difficultés de montage
Pour éliminer ces problèmes, les fabricants effectuent des opérations d'ébavurage et de détourage.
Les méthodes de coupe courantes incluent:
- machines de coupe automatisées pour la production en grand volume
- systèmes de déflashage cryogéniques pour un nettoyage de précision
- finition manuelle pour les conceptions complexes ou les petits lots
Après la coupe, les composants sont inspectés pour confirmer qu'ils répondent aux spécifications dimensionnelles et de qualité de surface avant de passer à l'étape d'assemblage.
Votre partenaire stratégique pour des fermetures sans fuite

Étape 5 – Production de doublures, Joints et composants inviolables
L'une des caractéristiques de sécurité les plus importantes est la bande d'inviolabilité, qui est généralement moulé directement pendant le processus d'injection. Cette bande se sépare lorsque le bouchon est ouvert pour la première fois, indiquant que le produit n'a pas été précédemment accédé.
Pour améliorer les performances d’étanchéité, les capuchons peuvent également contenir des doublures ou des joints internes.
Les matériaux d'étanchéité courants comprennent:
- Doublures en mousse EPE – largement utilisé pour les emballages de consommation en raison de sa bonne compressibilité
- Joints en caoutchouc – préféré pour les conteneurs industriels ou chimiques nécessitant une étanchéité plus forte
Ces doublures sont produites séparément puis insérées à l'intérieur du capuchon.
Les lignes de production à grande vitesse utilisent généralement des machines automatisées d'insertion de revêtement., qui assurent:
- placement cohérent du revêtement
- bon alignement
- efficacité de production élevée
Immédiatement après l'insertion, des inspections préliminaires vérifient que le revêtement est correctement positionné et forme une interface d'étanchéité fiable.
Étape 6 – Assemblage des bouchons de bec et des composants
Une fois que tous les composants individuels sont produits, ils sont assemblés dans un système de fermeture complet.
Les lignes d'assemblage automatisées combinent plusieurs pièces en un seul bouchon fini, y compris:
- le corps du bec
- le surbouchage
- le doublure ou joint
- le structure inviolable
Avant le début de l'assemblage, chaque composant est vérifié pour détecter d'éventuels défauts de moulage tels que des bavures ou des incohérences dimensionnelles.
Des bords nets et une géométrie précise sont essentiels car même de petits défauts peuvent entraîner des défauts d'étanchéité ou des problèmes d'assemblage..
Pendant la phase d'assemblage, les systèmes automatisés effectuent plusieurs opérations:
- insertion d'un revêtement ou d'un joint
- raccord de surbouchon
- positionnement de la bande d'inviolabilité
Ces processus sont soigneusement synchronisés pour garantir une qualité de produit constante. Une fois l'assemblage terminé, le bouchon du bec fini passe aux tests fonctionnels.
Étape 7 – Tests fonctionnels des performances d’ouverture et de coulée
Les tests fonctionnels vérifient que le capuchon du bec verseur fonctionne de manière fiable lors d'une utilisation réelle.
L'un des paramètres les plus importants mesurés est le couple d'ouverture.. Les ingénieurs utilisent un équipement de test de couple pour déterminer la force de rotation requise pour ouvrir le capuchon.
Le couple d'ouverture doit se situer dans une plage contrôlée:
- trop bas → le capuchon peut se desserrer pendant le transport
- trop haut → les consommateurs peuvent avoir du mal à ouvrir le paquet
Des tests de performances mécaniques supplémentaires incluent:
- test d'engagement du filetage pour confirmer le bon ajustement du bouchon au récipient
- test de chute pour évaluer la résistance aux chocs pendant le transport
- tests de compatibilité chimique pour les applications d'emballage industriel
Les systèmes d'inspection automatisés analysent également chaque composant à la recherche de défauts de fabrication.
Ces systèmes détectent des problèmes tels que:
- vides ou bulles
- imperfections superficielles
- remplissage incomplet du moule
De telles inspections garantissent que chaque capuchon répond aux normes de qualité structurelles et fonctionnelles.
Étape 8 – Test d’intégrité des joints et de fuite

Les tests d'intégrité du joint garantissent que le système de bouchon et de récipient empêche les fuites pendant le stockage et le transport..
Avant le début des tests, les conteneurs sont scellés à l'aide d'un équipement de couple calibré pour simuler les conditions réelles d'emballage.
Plusieurs méthodes de test sont utilisées pour évaluer la fiabilité de l'étanchéité.
Les méthodes courantes de détection des fuites comprennent:
- Tests de chute de pression
Les conteneurs sous pression sont surveillés pour détecter toute perte de pression indiquant des micro-fuites.. - Test de fuite de bulles (ASTM D3078)
Les conteneurs sont immergés dans l'eau à l'intérieur d'une chambre à vide pour détecter visuellement les bulles d'air qui s'échappent..
Des tests de durabilité supplémentaires peuvent inclure:
- tests de chute pour simuler les impacts du transport
- essais de cyclage thermique pour évaluer les performances sous les fluctuations de température
Ces évaluations confirment que le système d'étanchéité maintient son intégrité tout au long du cycle de vie du produit..
Étape 9 – Emballage, Contrôle d'orientation et traçabilité
Après avoir passé toutes les inspections, spout caps proceed to the final packaging stage.
Les systèmes d'emballage automatisés comptent et transfèrent les bouchons dans des cartons ou des conteneurs d'emballage en vrac. Cette automatisation élimine les erreurs de comptage manuel et garantit des quantités d'expédition précises.
Pour prendre en charge les lignes de remplissage automatisées, les fabricants mettent également en œuvre contrôle de l'orientation du capuchon.
Les systèmes d'orientation utilisent généralement:
- mangeoires mécaniques
- systèmes d'alignement de convoyeurs
- technologie d'inspection visuelle
Ces systèmes garantissent que les bouchons sont emballés dans une orientation cohérente, leur permettant d'alimenter directement l'équipement de capsulage automatisé.
Chaque lot de production est également marqué d'un numéro de lot par codage laser ou marquage à chaud..
Ce codage permet aux fabricants de tracer:
- lots de matières premières
- dates de production
- paramètres de la machine
- dossiers de tests de qualité
La traçabilité est essentielle pour la conformité réglementaire et le contrôle qualité.
Étape 10 – Optimisation de la production de bouchons de bec à grande vitesse

La fabrication de bouchons de bec à grande échelle nécessite une optimisation continue pour maintenir l'efficacité et la cohérence du produit..
L'automatisation est au cœur des lignes de production modernes à grande vitesse. Les matières premières sont automatiquement transportées des silos de stockage vers les séchoirs et les machines de moulage par injection.
Les systèmes avancés de manutention des matériaux comprennent généralement:
- chargeurs de résine automatisés
- équipement de mélange gravimétrique
- surveillance de l'humidité en ligne
Les paramètres de moulage par injection sont également soigneusement optimisés pour réduire le temps de cycle tout en maintenant la qualité..
Les paramètres clés incluent:
- température de fusion
- pression d'injection
- temps de refroidissement
Grâce à l'optimisation des processus, de nombreux fabricants peuvent réduire les temps de cycle de moulage de 30+ secondes à environ 15 à 20 secondes.
Processus en aval tels que le parage, insertion de doublure, et l'inspection sont également intégrés dans des systèmes automatisés. Des caméras de vision à grande vitesse inspectent chaque capuchon en quelques millisecondes, détecter les défauts que l’inspection manuelle pourrait manquer.
Les données de production en temps réel permettent aux ingénieurs d'identifier les goulots d'étranglement, optimiser les performances des machines, et planifier la maintenance préventive. Cette approche basée sur les données prend en charge une production stable et une qualité de produit constante dans les environnements de fabrication à gros volumes..
Conclusion
Comprendre le flux de fabrication des bouchons de bec, de la sélection et du moulage de la résine aux tests en plusieurs étapes, montre ce qui différencie un composant fiable d'un passif potentiel. Chaque étape s'appuie sur la précédente pour garantir un versement constant., étanchéité sécurisée, et une expérience utilisateur positive. Un processus de production discipliné offre le contrôle qualité nécessaire pour protéger votre produit et votre marque..
Si vous évaluez des fournisseurs ou avez besoin d'un bouchon de bec pour une nouvelle application, contactez notre équipe pour les spécifications techniques ou pour demander un échantillon. Nous pouvons vous aider à adapter un bouchon haute performance aux exigences de votre produit.
Foire aux questions
Quels matériaux sont utilisés pour fabriquer des bouchons de bec en plastique?
Les bouchons de bec en plastique sont généralement fabriqués à partir de HDPE ou de polypropylène (PP) parce que ces matériaux offrent une forte résistance chimique, durabilité, et performances de moulage stables. Les fabricants de bouchons de bec en plastique de haute qualité aiment introduit utiliser des matériaux PE vierges pour garantir une résistance constante, sécurité, et des performances d'étanchéité fiables.
Les bouchons de bec verseur en plastique sont-ils moulés par injection ou moulés par soufflage?
La plupart des bouchons de bec en plastique sont fabriqués par moulage par injection, ce qui permet une formation précise des fils, anneaux d'inviolabilité, et surfaces d'étanchéité. Ce processus garantit des dimensions constantes et une efficacité de production élevée pour les grands volumes fabrication de casquettes.
Comment les fabricants garantissent-ils l’étanchéité des bouchons de bec verseur ??
Les fabricants effectuent des inspections de qualité telles que des tests de couple, test d'étanchéité, et contrôles des performances d'étanchéité. Ce FUTEN, Un contrôle de qualité strict et une production automatisée garantissent que chaque bouchon de bec verseur maintient des performances d'étanchéité et de versement fiables pendant le transport et l'utilisation..
Quelle est la durée typique du cycle de production des bouchons de bec?
Le cycle de moulage par injection des bouchons de bec verseur en plastique prend généralement 20 à 35 secondes par cycle., en fonction de la taille du bouchon et de la structure du moule. Avec des équipements automatisés et des moules optimisés, les grands fabricants peuvent produire des milliers de capsules par heure.
Où puis-je trouver un fabricant fiable de bouchons de bec?
Un fabricant de bouchons de bec fiable doit proposer des matières premières stables, moulage par injection automatisé, contrôle de qualité strict, et capacité de personnalisation. FUTEN fournit des solutions de bouchons en plastique OEM avec plus de 70 machines automatisées, 1000+ moules, et des options de livraison rapides pour les clients internationaux.




















