Questa guida descrive in dettaglio il flusso di lavoro di produzione end-to-end, stabilire una procedura operativa standard per risultati coerenti. Copriremo le fasi tecniche critiche, dalla selezione della resina e degli additivi alle specifiche dello stampaggio a iniezione e dell'assemblaggio di più parti. Avrai anche una visione chiara dell'integrità essenziale della tenuta e dei protocolli di prova delle perdite che separano i fornitori affidabili dai rischi operativi, garantendo che ogni tappo soddisfi le specifiche prestazionali.
Panoramica del flusso di lavoro di produzione dei tappi per beccucci in plastica
| Fase di produzione | Processo fondamentale | Scopo & Risultato chiave |
|---|---|---|
| 1. Materia prima Selezione | Scelta della resina PE o PP, miscelazione di masterbatch coloranti e additivi funzionali. | Determina la resistenza chimica, durabilità, Protezione UV, e l'aspetto del prodotto. |
| 2. Progettazione di tappi e stampi | Struttura del thread di ingegneria, canale di colata, anello antimanomissione, e precisione stampo ad iniezione. | Garantisce prestazioni di tenuta, precisione dimensionale, e compatibilità con i contenitori. |
| 3. Stampaggio ad iniezione | La plastica fusa viene iniettata in stampi di acciaio ad alta pressione. | Forma il corpo del beccuccio, guscio del cappuccio, discussioni, e strutture anti-manomissione. |
| 4. Raffreddamento e sbavatura | Raffreddamento controllato seguito dal taglio della plastica in eccesso (flash). | Stabilizza le dimensioni e garantisce filettature e superfici di tenuta pulite. |
| 5. Produzione di rivestimenti e guarnizioni | Produzione e inserimento di rivestimenti in schiuma EPE o guarnizioni in gomma. | Crea una chiusura ermetica tra il tappo e l'apertura del contenitore. |
| 6. Assemblaggio di componenti | Assemblaggio automatizzato del corpo bocca, sovracappuccio, fodera, e fascia antimanomissione. | Produce un sistema di chiusura funzionale completo pronto per il test. |
| 7. Test delle prestazioni funzionali | Misurazione della coppia di apertura, impegno del filo, e prestazioni di versamento. | Garantisce che il tappo sia sicuro durante il trasporto ma facile da aprire per i consumatori. |
| 8. Test di integrità delle perdite e delle tenute | Test di decadimento della pressione, test delle bolle di vuoto, e test di caduta. | Conferma che la chiusura previene perdite durante lo stoccaggio e il trasporto. |
| 9. Imballaggio e tracciabilità | Conteggio automatizzato, imballaggio, controllo dell'orientamento, e codifica del numero di lotto. | Garantisce una logistica efficiente e la completa tracciabilità della produzione. |
| 10. Ottimizzazione della produzione | Automazione, regolazione dei parametri, e monitoraggio della produzione in tempo reale. | Migliora il tempo di ciclo, riduce i difetti, e supporta la produzione ad alto volume. |
Fare un passo 1 – Selezione delle Resine e degli Additivi per Tappi per beccucci

La produzione dei tappi per beccucci inizia con la selezione della resina termoplastica e degli additivi funzionali appropriati. Questa fase determina la resistenza chimica del tappo, durabilità, e affidabilità di tenuta a lungo termine.
La maggior parte dei produttori sceglie tra il polietilene (PE) e polipropilene (PP) a seconda dell'applicazione.
Le scelte materiali comuni includono:
- Polipropilene (PP)
Spesso selezionato per applicazioni che richiedono una maggiore resistenza alla temperatura, come gli imballaggi con riempimento a caldo o i processi di sterilizzazione. - Polietilene ad alta densità (HDPE)
Fornisce eccellente resistenza agli urti e compatibilità chimica, rendendolo ampiamente utilizzato per imballaggi industriali contenenti oli, detersivi, o liquidi chimici.
Per soddisfare i requisiti del marchio e migliorare le prestazioni, la resina di base è miscelata con masterbatch colorato e additivi specializzati.
Gli additivi tipici utilizzati nella produzione dei tappi per beccucci includono:
- Stabilizzatori UV – proteggere la plastica dalla degradazione dei raggi solari
- Agenti antistatici – ridurre l’accumulo di polvere durante lo stoccaggio e l’esposizione al dettaglio
- Additivi antietà – prolungare la durata del cappuccio in caso di utilizzo a lungo termine
Prima che inizi lo stampaggio, i granuli di resina subiscono un processo di essiccazione per eliminare l'umidità residua. Se rimane umidità nel materiale, può vaporizzare durante l'iniezione ad alta temperatura e creare difetti come:
- vuoti interni
- imperfezioni superficiali
- debolezza strutturale
Una corretta asciugatura garantisce un flusso di fusione costante durante lo stampaggio e aiuta a mantenere la resistenza meccanica e l'affidabilità della tenuta del tappo.
Fare un passo 2 – Progettare il tappo del beccuccio, Canale e stampo di colata
La fase di progettazione ingegneristica definisce sia le prestazioni funzionali che la producibilità del tappo del beccuccio. Durante questa fase, gli ingegneri determinano la geometria del cappuccio, struttura del canale di colata, disegno del filo, e interfaccia di tenuta.
Gli elementi strutturali chiave definiti durante la progettazione includono:
- Profili di filettatura che garantiscono un aggancio sicuro al collo del contenitore
- Canali di colata che controllano il flusso del liquido durante l'erogazione
- Fascette anti-manomissione che si rompono alla prima apertura
- Superfici di sigillatura che garantiscono la corretta compressione della guarnizione
Un altro aspetto critico è la progettazione dello stampo a iniezione, che deve supportare una produzione in grandi volumi mantenendo tolleranze dimensionali strette.
Importanti considerazioni sulla progettazione dello stampo includono:
- Cavità dello stampo in acciaio ad alta precisione per una riproduzione accurata del filo
- Canali di raffreddamento per controllare la temperatura dello stampo e ridurre il ritiro
- Compensazione del ritiro del materiale per resine PE o PP
Perché le prestazioni di tenuta dipendono da tolleranze dimensionali estremamente ridotte, gli ingegneri devono calcolare attentamente il ritiro previsto durante il raffreddamento. Il design dello stampo comprende anche aree piane per codifica laser o stampa a caldo, consentendo ai produttori di contrassegnare i numeri di lotto per la tracciabilità.
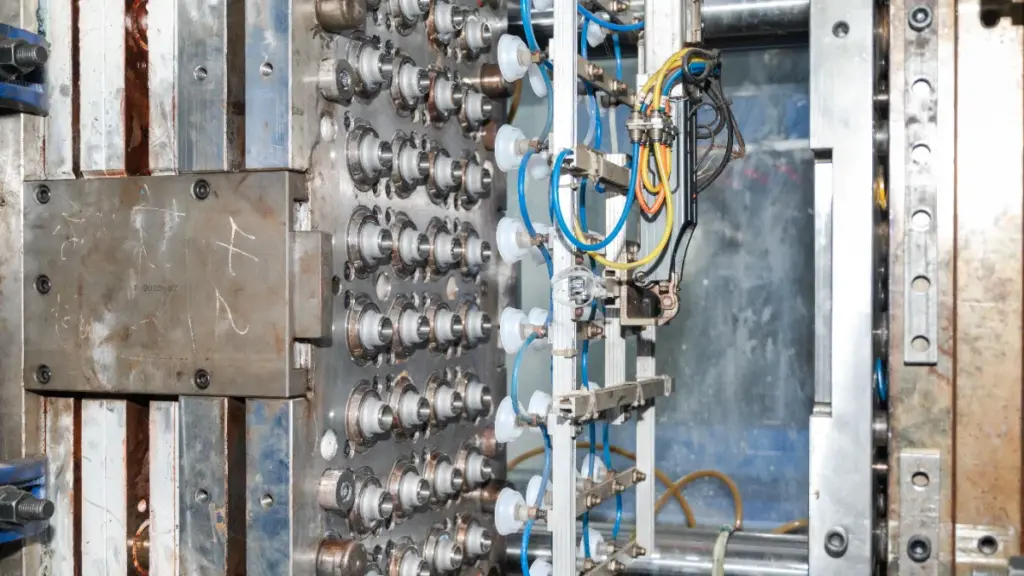
Fare un passo 3 – Stampaggio ad Iniezione di Corpi Beccucci e Sopratappi
Lo stampaggio a iniezione è il metodo di produzione standard per la produzione di tappi per beccucci perché consente una produzione di volumi elevati con precisione dimensionale costante.
In questo processo, i granuli di plastica essiccati vengono immessi in una macchina per lo stampaggio a iniezione dove vengono riscaldati fino alla fusione.
Le condizioni tipiche di lavorazione includono:
- Temperatura di fusione: 180–250°C
- Pressione di iniezione: alta pressione per garantire il completo riempimento dello stampo
- Temperatura dello stampo: tipicamente mantenuto tra 20 e 60°C
Una volta fuso, la plastica viene iniettata in uno stampo di acciaio di precisione che forma le caratteristiche strutturali del tappo.
Queste funzionalità in genere includono:
- interfaccia del collo filettata
- anelli anti-manomissione
- canali di colata
- strutture di copertura
Dopo che la cavità dello stampo è stata riempita, la plastica si raffredda e si solidifica. Il tempo di raffreddamento deve essere controllato attentamente perché un raffreddamento irregolare può causare:
- distorsione da ritiro
- deformazione
- incongruenze dimensionali
Solitamente è necessario un ciclo completo di stampaggio 20–35 secondi, a seconda delle dimensioni del cappuccio e dello spessore della parete. Questo processo ripetibile consente ai produttori di produrre migliaia di componenti identici con proprietà meccaniche stabili e prestazioni di tenuta affidabili.
Raffreddamento dello stampo per la stabilità dimensionale
Una volta che la plastica fusa riempie le cavità, inizia la fase di raffreddamento. Questa è la parte più lunga e critica del ciclo. La temperatura dello stampo viene mantenuta con precisione tra 20 e 60°C tramite canali di raffreddamento interni. Questo raffreddamento controllato gestisce il modo in cui la plastica si restringe mentre si solidifica, che è essenziale per ottenere dimensioni precise, prevenendo la deformazione, e garantire l'integrità strutturale richiesta per una tenuta affidabile.
Espulsione delle parti e gestione del ciclo
Dopo che le parti si sono raffreddate e solidificate, lo stampo si apre e un sistema di espulsione spinge fuori dalle cavità i corpi beccuccio e i sovratappi finiti. L'intero ciclo, dalla chiusura dello stampo all'espulsione del pezzo, in genere si svolge nel mezzo 20 E 35 secondi. Una gestione efficiente del ciclo è fondamentale per la produzione di volumi elevati, bilanciare la velocità con il tempo di raffreddamento necessario per garantire una qualità costante delle parti su migliaia di unità.
Rifilatura e rimozione bave post-stampaggio
I pezzi espulsi vengono trasferiti a sistemi automatizzati a valle per la finitura. Un passaggio comune è il taglio, dove qualsiasi eccesso materiale plastico, noto come flash, viene rimosso dalla parte. La bava si verifica generalmente in corrispondenza delle linee di giunzione dello stampo. Rimuoverlo è necessario per raggiungere la finale, pulire la geometria del prodotto e garantire che non vi siano imperfezioni che potrebbero interferire con le prestazioni di tenuta o l'assemblaggio.
Fare un passo 4 – Raffreddamento, Componenti del beccuccio per sbavatura e rifilatura
Una volta stampate le parti vengono espulse dallo stampo, entrano nella fase di finitura. Questa fase garantisce che ogni componente mantenga dimensioni precise e bordi strutturali puliti.
Il raffreddamento controllato continua dopo il rilascio dallo stampo per consentire alla plastica di stabilizzarsi completamente. Un raffreddamento adeguato aiuta a mantenere la geometria della filettatura e le superfici di tenuta precise.
Durante lo stampaggio, lungo la linea di giunzione dello stampo può formarsi un sottile strato di plastica in eccesso, noto come bava.
Se non rimosso, flash può causare diversi problemi:
- innesto improprio del filo
- sigillatura delle irregolarità della superficie
- difficoltà di montaggio
Per eliminare questi problemi, i produttori eseguono operazioni di sbavatura e rifilatura.
I metodi di rifinitura comuni includono:
- macchine rifilatrici automatizzate per produzioni di grandi volumi
- sistemi di sbavatura criogenica per la pulizia di precisione
- finitura manuale per progetti complessi o piccoli lotti
Dopo il taglio, i componenti vengono ispezionati per confermare che soddisfino le specifiche dimensionali e di qualità superficiale prima di passare alla fase di assemblaggio.
Il tuo partner strategico per chiusure a perdite zero

Fare un passo 5 – Produzione di Liner, Sigilli e componenti antimanomissione
Una delle caratteristiche di sicurezza più importanti è la fascia anti-manomissione, che viene tipicamente modellato direttamente durante il processo di iniezione. Questa fascia si separa quando il tappo viene aperto per la prima volta, indicando che il prodotto non è stato precedentemente utilizzato.
Per migliorare le prestazioni di tenuta, i cappucci possono anche contenere rivestimenti interni o guarnizioni.
I materiali di tenuta comuni includono:
- Fodere in schiuma EPE – ampiamente utilizzato per gli imballaggi di consumo grazie alla buona comprimibilità
- Guarnizioni in gomma – preferito per contenitori industriali o chimici che richiedono una tenuta più forte
Queste fodere vengono prodotte separatamente e poi inserite all'interno del cappuccio.
Le linee di produzione ad alta velocità utilizzano in genere macchine automatizzate per l'inserimento del rivestimento, che assicurano:
- posizionamento coerente del rivestimento
- corretto allineamento
- elevata efficienza produttiva
Immediatamente dopo l'inserimento, le ispezioni preliminari verificano che il rivestimento sia posizionato correttamente e formi un'interfaccia di tenuta affidabile.
Fare un passo 6 – Assemblaggio Tappi Bocca e Componenti
Dopo che tutti i singoli componenti sono stati prodotti, sono assemblati in un sistema di chiusura completo.
Le linee di assemblaggio automatizzate combinano diverse parti in un unico tappo finito, compreso:
- IL corpo del beccuccio
- IL sovracappuccio
- IL rivestimento o guarnizione
- IL struttura a prova di manomissione
Prima dell'inizio dell'assemblaggio, ogni componente viene controllato per eventuali difetti di stampaggio come bave o incongruenze dimensionali.
Bordi puliti e geometria accurata sono essenziali perché anche i piccoli difetti possono portare a guasti di tenuta o problemi di assemblaggio.
Durante la fase di assemblaggio, i sistemi automatizzati eseguono diverse operazioni:
- inserimento del rivestimento o della guarnizione
- raccordo del sopratappo
- posizionamento della banda antimanomissione
Questi processi sono attentamente sincronizzati per garantire una qualità costante del prodotto. Una volta completato l'assemblaggio, il tappo beccuccio finito procede al collaudo funzionale.
Fare un passo 7 – Test funzionali delle prestazioni di apertura e versamento
I test funzionali verificano che il tappo del beccuccio funzioni in modo affidabile durante l'uso nel mondo reale.
Uno dei parametri più importanti misurati è la coppia di apertura. Gli ingegneri utilizzano apparecchiature di prova della coppia per determinare la forza di rotazione necessaria per aprire il tappo.
La coppia di apertura deve rientrare in un intervallo controllato:
- troppo basso → il tappo potrebbe allentarsi durante il trasporto
- troppo alto → i consumatori potrebbero avere difficoltà ad aprire la confezione
Ulteriori test sulle prestazioni meccaniche includono:
- test di coinvolgimento del thread per confermare il corretto adattamento del tappo al contenitore
- test di caduta per valutare la resistenza agli urti durante la spedizione
- prove di compatibilità chimica per applicazioni di imballaggio industriale
I sistemi di ispezione automatizzati scansionano inoltre ogni componente per individuare eventuali difetti di fabbricazione.
Questi sistemi rilevano problemi come:
- vuoti o bolle
- imperfezioni superficiali
- riempimento incompleto dello stampo
Tali ispezioni garantiscono che ogni tappo soddisfi gli standard di qualità strutturale e funzionale.
Fare un passo 8 – Test di integrità e tenuta delle guarnizioni

Il test di integrità della tenuta garantisce che il sistema di tappo e contenitore prevenga perdite durante lo stoccaggio e il trasporto.
Prima dell'inizio dei test, i contenitori vengono sigillati utilizzando apparecchiature di coppia calibrate per simulare le condizioni di imballaggio reali.
Per valutare l'affidabilità della tenuta vengono utilizzati diversi metodi di prova.
I metodi comuni di rilevamento delle perdite includono:
- Test di decadimento della pressione
I contenitori pressurizzati vengono monitorati per rilevare eventuali perdite di pressione che indicano microperdite. - Test di tenuta delle bolle (ASTM D3078)
I contenitori vengono immersi in acqua all'interno di una camera a vuoto per rilevare visivamente le bolle d'aria in fuga.
Potrebbero essere inclusi ulteriori test di durabilità:
- test di caduta per simulare gli impatti dei trasporti
- prove di ciclo termico per valutare le prestazioni alle variazioni di temperatura
Queste valutazioni confermano che il sistema di tenuta mantiene l'integrità per tutto il ciclo di vita del prodotto.
Fare un passo 9 – Imballaggio, Controllo dell'orientamento e tracciabilità
Dopo aver superato tutte le ispezioni, i tappi beccuccio procedono alla fase finale del confezionamento.
I sistemi di confezionamento automatizzati contano e trasferiscono i tappi in cartoni o contenitori per imballaggi sfusi. Questa automazione elimina gli errori di conteggio manuale e garantisce quantità di spedizione accurate.
Per supportare le linee di riempimento automatizzate, anche i produttori implementano controllo dell'orientamento del cappuccio.
I sistemi di orientamento in genere utilizzano:
- alimentatori meccanici
- sistemi di allineamento dei trasportatori
- tecnologia di ispezione visiva
Questi sistemi garantiscono che i tappi siano confezionati secondo un orientamento coerente, consentendo loro di alimentare direttamente le apparecchiature di tappatura automatizzate.
Ogni lotto di produzione viene inoltre contrassegnato con un numero di lotto mediante codifica laser o stampa a caldo.
Questa codifica consente ai produttori di tracciare:
- lotti di materie prime
- date di produzione
- parametri della macchina
- registrazioni dei test di qualità
La tracciabilità è essenziale per la conformità normativa e il controllo di qualità.
Fare un passo 10 – Ottimizzazione della produzione di tappi per beccucci ad alta velocità

La produzione di tappi per beccucci su larga scala richiede un'ottimizzazione continua per mantenere l'efficienza e la coerenza del prodotto.
L’automazione è fondamentale per le moderne linee di produzione ad alta velocità. Le materie prime vengono trasportate automaticamente dai silos di stoccaggio agli essiccatori e alle macchine per lo stampaggio a iniezione.
I sistemi avanzati di movimentazione dei materiali in genere includono:
- caricatori automatizzati di resina
- apparecchiature di miscelazione gravimetrica
- monitoraggio dell'umidità in linea
Anche i parametri dello stampaggio a iniezione sono attentamente ottimizzati per ridurre i tempi di ciclo mantenendo la qualità.
I parametri chiave includono:
- temperatura di fusione
- pressione di iniezione
- tempo di raffreddamento
Attraverso l'ottimizzazione dei processi, molti produttori possono ridurre i tempi del ciclo di stampaggio 30+ secondi a circa 15-20 secondi.
Processi a valle come la rifilatura, inserimento della fodera, e l'ispezione sono integrati anche in sistemi automatizzati. Le telecamere per la visione ad alta velocità ispezionano ogni tappo in pochi millisecondi, rilevamento di difetti che l'ispezione manuale potrebbe non rilevare.
I dati di produzione in tempo reale consentono agli ingegneri di identificare i colli di bottiglia, ottimizzare le prestazioni della macchina, e programmare la manutenzione preventiva. Questo approccio basato sui dati supporta output stabili e qualità del prodotto costante in ambienti di produzione di grandi volumi.
Conclusione
Comprendere il flusso di lavoro di produzione dei tappi per beccucci, dalla selezione e stampaggio della resina ai test in più fasi, mostra ciò che separa una componente affidabile da una passività potenziale. Ogni passaggio si basa sul precedente per garantire un versamento coerente, tenuta sicura, e un'esperienza positiva per l'utente finale. Un processo di produzione disciplinato fornisce il controllo di qualità necessario per proteggere il vostro prodotto e il vostro marchio.
Se stai valutando fornitori o hai bisogno di un tappo per beccuccio per una nuova applicazione, contatta il nostro team per le specifiche tecniche o per richiedere un campione. Possiamo aiutarti ad abbinare un tappo ad alte prestazioni ai requisiti del tuo prodotto.
Domande frequenti
Quali materiali vengono utilizzati per produrre i tappi dei beccucci in plastica?
I tappi dei beccucci in plastica sono comunemente realizzati in HDPE o polipropilene (PP) perché questi materiali forniscono una forte resistenza chimica, durabilità, e prestazioni di stampaggio stabili. Produttori di tappi per beccucci in plastica di alta qualità come FUTEN utilizzare materiali in PE vergine per garantire una resistenza costante, sicurezza, e prestazioni di tenuta affidabili.
I tappi dei beccucci sono in plastica stampati ad iniezione o mediante soffiaggio?
La maggior parte dei tappi per beccucci in plastica vengono prodotti mediante stampaggio a iniezione, che consente la formazione precisa dei fili, anelli anti-manomissione, e superfici di tenuta. Questo processo garantisce dimensioni costanti ed elevata efficienza produttiva per grandi volumi produzione di tappi.
In che modo i produttori garantiscono che i tappi dei beccucci siano a prova di perdite??
I produttori eseguono controlli di qualità come i test di coppia, test di tenuta, e controlli delle prestazioni di tenuta. Quello FUTEN, un rigoroso controllo di qualità e una produzione automatizzata contribuiscono a garantire che ogni tappo del beccuccio mantenga prestazioni di tenuta e versamento affidabili durante il trasporto e l'uso.
Qual è il tempo tipico del ciclo di produzione dei tappi per beccucci??
Il ciclo di stampaggio a iniezione per i tappi dei beccucci in plastica richiede in genere 20-35 secondi per ciclo, a seconda delle dimensioni del tappo e della struttura dello stampo. Con attrezzature automatizzate e stampi ottimizzati, i grandi produttori possono produrre migliaia di tappi all’ora.
Dove posso trovare un produttore affidabile di tappi per beccucci??
Un produttore affidabile di tappi per beccucci dovrebbe offrire materie prime stabili, stampaggio ad iniezione automatizzato, rigoroso controllo di qualità, e capacità di personalizzazione. FUTEN fornisce soluzioni di cappucci in plastica OEM con oltre 70 macchine automatizzate, 1000+ stampi, e opzioni di consegna rapida per i clienti globali.




















