In diesem Leitfaden wird der End-to-End-Produktionsworkflow detailliert beschrieben, Festlegung einer Standardarbeitsanweisung für konsistente Ergebnisse. Wir werden die kritischen technischen Phasen abdecken, Von der Harz- und Additivauswahl bis hin zu den Besonderheiten des Spritzgusses und der mehrteiligen Montage. Sie erhalten außerdem einen klaren Einblick in die wesentlichen Protokolle zur Dichtungsintegrität und Dichtheitsprüfung, die zuverlässige Lieferanten von Betriebsrisiken trennen, Sicherstellen, dass jede Kappe den Leistungsspezifikationen entspricht.
Überblick über den Arbeitsablauf bei der Herstellung von Kunststoff-Ausgusskappen
| Herstellungsphase | Kernprozess | Zweck & Wichtigstes Ergebnis |
|---|---|---|
| 1. Rohstoff Auswahl | Wählen Sie PE- oder PP-Harz, Mischen von Farbmasterbatch und funktionellen Additiven. | Bestimmt die chemische Beständigkeit, Haltbarkeit, UV-Schutz, und Produktaussehen. |
| 2. Kappen- und Formendesign | Technische Threadstruktur, Gießrinne, Manipulationsring, und Präzision Spritzgussform. | Gewährleistet die Dichtleistung, Maßhaltigkeit, und Kompatibilität mit Containern. |
| 3. Spritzguss | Geschmolzener Kunststoff wird unter hohem Druck in Stahlformen eingespritzt. | Bildet den Auslaufkörper, Kappenschale, Threads, und manipulationssichere Strukturen. |
| 4. Kühlen und Entgraten | Kontrolliertes Abkühlen mit anschließendem Abschneiden von überschüssigem Kunststoff (Blitz). | Stabilisiert die Maße und sorgt für saubere Gewinde und Dichtflächen. |
| 5. Liner- und Dichtungsproduktion | Herstellung und Einbringen von EPE-Schaumauskleidungen oder Gummidichtungen. | Erzeugt einen luftdichten Verschluss zwischen der Kappe und der Behälteröffnung. |
| 6. Komponentenmontage | Automatisierte Montage des Auslaufkörpers, Überkappe, Liner, und Manipulationsband. | Erstellt ein komplettes, funktionsfähiges Verschlusssystem, das zum Testen bereit ist. |
| 7. Funktionale Leistungstests | Öffnungsmoment messen, Gewindeeingriff, und Ausgießleistung. | Stellt sicher, dass die Kappe während des Transports sicher ist, aber für den Verbraucher leicht zu öffnen ist. |
| 8. Dichtheits- und Dichtungsintegritätsprüfung | Druckabfallprüfung, Vakuumblasenprüfung, und Falltests. | Bestätigt, dass der Verschluss ein Auslaufen während der Lagerung und des Transports verhindert. |
| 9. Verpackung und Rückverfolgbarkeit | Automatisierte Zählung, Verpackung, Orientierungskontrolle, und Chargennummernkodierung. | Gewährleistet eine effiziente Logistik und vollständige Rückverfolgbarkeit der Produktion. |
| 10. Produktionsoptimierung | Automatisierung, Parameterabstimmung, und Echtzeit-Produktionsüberwachung. | Verbessert die Zykluszeit, reduziert Mängel, und unterstützt die Massenfertigung. |
Schritt 1 – Auswahl von Harzen und Additiven für Auslaufkappen

Die Produktion von Ausgusskappen beginnt mit der Auswahl des geeigneten thermoplastischen Harzes und der funktionellen Additive. In dieser Phase wird die chemische Beständigkeit der Kappe bestimmt, Haltbarkeit, und langfristige Dichtungszuverlässigkeit.
Die meisten Hersteller wählen zwischen Polyethylen (PE) und Polypropylen (Pp) je nach Anwendung.
Zu den gängigen Materialoptionen gehören::
- Polypropylen (Pp)
Wird oft für Anwendungen ausgewählt, die eine höhere Temperaturbeständigkeit erfordern, wie Heißabfüllverpackungen oder Sterilisationsprozesse. - Polyethylen hoher Dichte (HDPE)
Bietet hervorragende Schlagfestigkeit und chemische Kompatibilität, Daher wird es häufig für Industrieverpackungen mit Ölen verwendet, Reinigungsmittel, oder chemische Flüssigkeiten.
Um Markenanforderungen zu erfüllen und die Leistung zu verbessern, Das Basisharz wird mit Farbmasterbatch und speziellen Additiven gemischt.
Zu den typischen Zusatzstoffen, die bei der Herstellung von Ausgusskappen verwendet werden, gehören::
- UV-Stabilisatoren – Schützen Sie den Kunststoff vor Zersetzung durch Sonnenlicht
- Antistatische Mittel – Reduzieren Sie die Staubansammlung während der Lagerung und der Präsentation im Einzelhandel
- Anti-Aging-Zusätze – Verlängern Sie die Lebensdauer der Kappe bei längerem Gebrauch
Bevor mit dem Formen begonnen wird, Das Harzgranulat wird einem Trocknungsprozess unterzogen, um Restfeuchtigkeit zu entfernen. Wenn Feuchtigkeit im Material verbleibt, es kann beim Einspritzen bei hoher Temperatur verdampfen und Defekte wie z:
- innere Hohlräume
- Oberflächenfehler
- strukturelle Schwäche
Eine ordnungsgemäße Trocknung gewährleistet einen gleichmäßigen Schmelzfluss während des Formens und trägt dazu bei, die mechanische Festigkeit und Dichtungszuverlässigkeit der Kappe aufrechtzuerhalten.
Schritt 2 – Entwerfen der Ausgusskappe, Gießkanal und Form
Die technische Entwurfsphase definiert sowohl die funktionale Leistung als auch die Herstellbarkeit der Ausgusskappe. In dieser Phase, Ingenieure bestimmen die Kappengeometrie, Gießkanalstruktur, Thread-Design, und Dichtungsschnittstelle.
Zu den wichtigsten Strukturelementen, die während des Entwurfs definiert werden, gehören::
- Gewindeprofile die einen sicheren Halt am Behälterhals gewährleisten
- Gießkanäle die den Flüssigkeitsfluss während der Abgabe steuern
- Manipulationssichere Bänder dieser Bruch beim ersten Öffnen
- Dichtflächen die eine ordnungsgemäße Kompression der Dichtung gewährleisten
Ein weiterer kritischer Aspekt ist das Design der Spritzgussform, die eine Großserienproduktion unter Einhaltung enger Maßtoleranzen unterstützen müssen.
Zu den wichtigen Überlegungen zur Formentechnik gehören::
- Hochpräzise Formhohlräume aus Stahl für eine genaue Fadenwiedergabe
- Kühlkanäle um die Formtemperatur zu kontrollieren und die Schrumpfung zu reduzieren
- Kompensation von Materialschwund für PE- oder PP-Harze
Denn die Dichtleistung hängt von extrem kleinen Maßtoleranzen ab, Ingenieure müssen die erwartete Schrumpfung beim Abkühlen sorgfältig berechnen. Das Formdesign umfasst auch flache Bereiche für Laserkodierung oder Heißprägung, Damit können Hersteller Chargennummern zur Rückverfolgbarkeit kennzeichnen.
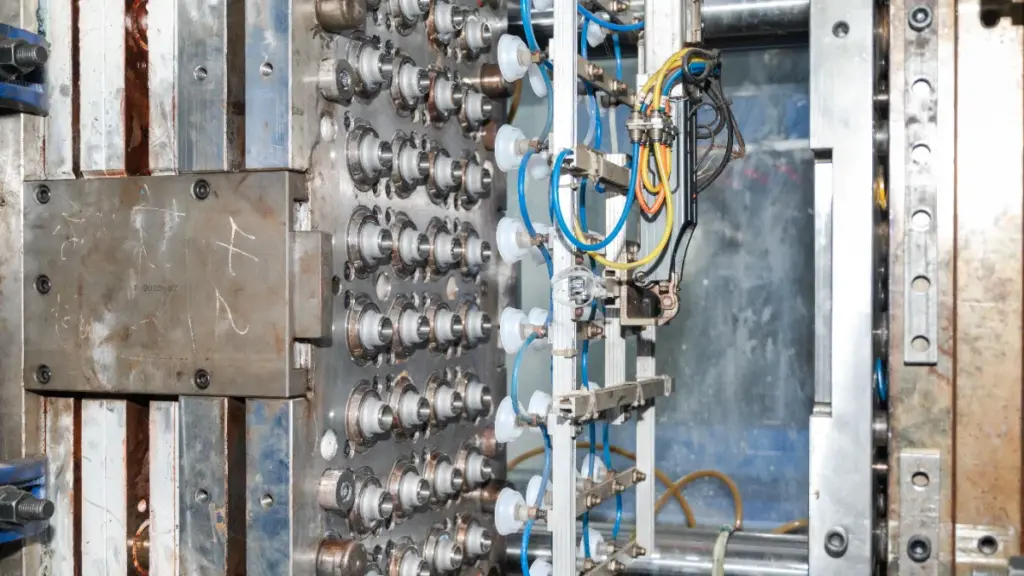
Schritt 3 – Spritzgießen von Ausgusskörpern und Überkappen
Das Spritzgießen ist die Standardproduktionsmethode für die Herstellung von Ausgusskappen, da es eine hohe Stückzahl bei gleichbleibender Maßgenauigkeit ermöglicht.
In diesem Prozess, Getrocknetes Kunststoffgranulat wird einer Spritzgussmaschine zugeführt und dort erhitzt, bis es geschmolzen ist.
Zu den typischen Verarbeitungsbedingungen gehören::
- Schmelztemperatur: 180–250°C
- Einspritzdruck: Hochdruck, um eine vollständige Formfüllung sicherzustellen
- Formtemperatur: normalerweise zwischen 20 und 60 °C gehalten
Einmal geschmolzen, Der Kunststoff wird in eine Präzisionsstahlform eingespritzt, die die Strukturmerkmale der Kappe bildet.
Zu diesen Funktionen gehören typischerweise::
- Halsschnittstelle mit Gewinde
- Originalitätsringe
- Gießkanäle
- Überkappenstrukturen
Nachdem der Formhohlraum gefüllt ist, Der Kunststoff kühlt ab und verfestigt sich. Die Abkühlzeit muss sorgfältig kontrolliert werden, da dies zu ungleichmäßiger Abkühlung führen kann:
- Schrumpfungsverzerrung
- verziehen
- Dimensionsinkonsistenzen
Normalerweise dauert ein vollständiger Formzyklus 20–35 Sekunden, abhängig von Kappengröße und Wandstärke. Dieser wiederholbare Prozess ermöglicht es Herstellern, Tausende identischer Komponenten mit stabilen mechanischen Eigenschaften und zuverlässiger Dichtungsleistung herzustellen.
Formkühlung für Dimensionsstabilität
Sobald der geschmolzene Kunststoff die Hohlräume füllt, die Abkühlphase beginnt. Dies ist der längste und kritischste Teil des Zyklus. Über interne Kühlkanäle wird die Formtemperatur präzise zwischen 20 und 60 °C gehalten. Durch diese kontrollierte Kühlung wird gesteuert, wie der Kunststoff beim Erstarren schrumpft, Dies ist für die Erzielung präziser Abmessungen unerlässlich, Verhinderung von Verformungen, und Gewährleistung der strukturellen Integrität, die für eine zuverlässige Abdichtung erforderlich ist.
Teileauswurf und Zyklusmanagement
Nachdem die Teile abgekühlt und erstarrt sind, Die Form öffnet sich und ein Auswurfsystem schiebt die fertigen Ausgusskörper und Überkappen aus ihren Hohlräumen. Der gesamte Zyklus – vom Schließen der Form bis zum Auswerfen des Teils – dauert normalerweise zwischen 20 Und 35 Sekunden. Ein effizientes Zyklusmanagement ist der Schlüssel zur Massenproduktion, Ausbalancieren der Geschwindigkeit mit der notwendigen Abkühlzeit, um eine gleichbleibende Teilequalität über Tausende von Einheiten hinweg zu gewährleisten.
Beschneiden und Gratentfernung nach dem Formen
Die ausgeworfenen Teile werden zur Nachbearbeitung an nachgeschaltete Automatisierungssysteme übergeben. Ein häufiger Schritt ist das Trimmen, wo irgendein Überschuss Kunststoffmaterial, bekannt als Blitz, wird vom Teil entfernt. Grate treten typischerweise an den Trennfugen der Form auf. Das Entfernen ist notwendig, um das Endergebnis zu erreichen, Reinigen Sie die Produktgeometrie und stellen Sie sicher, dass keine Unvollkommenheiten vorhanden sind, die die Dichtungsleistung oder den Zusammenbau beeinträchtigen könnten.
Schritt 4 – Kühlung, Entgraten und Trimmen von Auslaufkomponenten
Einmal geformte Teile werden aus der Form ausgeworfen, Sie betreten die Endphase. Diese Phase stellt sicher, dass jede Komponente präzise Abmessungen und saubere Strukturkanten beibehält.
Nach der Entformung wird die kontrollierte Abkühlung fortgesetzt, damit sich der Kunststoff vollständig stabilisieren kann. Die richtige Kühlung trägt dazu bei, die genaue Gewindegeometrie und die Dichtflächen aufrechtzuerhalten.
Während des Formens, Entlang der Trennlinie der Form kann sich eine dünne Schicht überschüssigen Kunststoffs bilden, der sogenannte Grat.
Wenn nicht entfernt, Flash kann verschiedene Probleme verursachen:
- unsachgemäßer Gewindeeingriff
- Unregelmäßigkeiten der Dichtfläche
- Montageschwierigkeiten
Um diese Probleme zu beseitigen, Hersteller führen Entgratungs- und Besäumarbeiten durch.
Zu den gängigen Trimmmethoden gehören::
- automatisierte Besäummaschinen für die Massenproduktion
- kryogene Entgratungssysteme für die Präzisionsreinigung
- manuelle Endbearbeitung für komplexe Designs oder kleine Chargen
Nach dem Trimmen, Bevor die Komponenten in die Montagephase übergehen, werden sie überprüft, um sicherzustellen, dass sie den Maß- und Oberflächenqualitätsspezifikationen entsprechen.
Ihr strategischer Partner für leckagefreie Verschlüsse

Schritt 5 – Herstellung von Linern, Siegel und Manipulationskomponenten
Eines der wichtigsten Sicherheitsmerkmale ist das Originalitätsband, welches typischerweise direkt während des Prozesses geformt wird Injektionsprozess. Dieses Band trennt sich, wenn die Kappe zum ersten Mal geöffnet wird, Dies zeigt an, dass auf das Produkt noch nie zugegriffen wurde.
Zur Verbesserung der Dichtungsleistung, Kappen können auch Innenauskleidungen oder Dichtungen enthalten.
Zu den üblichen Dichtungsmaterialien gehören::
- EPE-Schaumauskleidung – Aufgrund der guten Komprimierbarkeit wird es häufig für Verbraucherverpackungen verwendet
- Gummidichtungen – bevorzugt für Industrie- oder Chemiebehälter, die eine stärkere Abdichtung erfordern
Diese Liner werden separat hergestellt und dann in das Kappeninnere eingesetzt.
Hochgeschwindigkeitsproduktionslinien verwenden typischerweise automatisierte Liner-Einlegemaschinen, die dafür sorgen:
- konsistente Liner-Platzierung
- richtige Ausrichtung
- hohe Produktionseffizienz
Unmittelbar nach dem Einsetzen, Durch Vorinspektionen wird sichergestellt, dass der Liner richtig sitzt und eine zuverlässige Dichtschnittstelle bildet.
Schritt 6 – Montage von Ausgusskappen und Komponenten
Schließlich werden alle Einzelteile produziert, Sie werden zu einem kompletten Verschlusssystem zusammengefügt.
Automatisierte Montagelinien kombinieren mehrere Teile zu einer fertigen Kappe, einschließlich:
- Die Auslaufkörper
- Die Überkappe
- Die Liner oder Dichtung
- Die manipulationssichere Struktur
Bevor mit der Montage begonnen wird, Jede Komponente wird auf mögliche Gussfehler wie Grate oder Maßabweichungen überprüft.
Saubere Kanten und eine genaue Geometrie sind unerlässlich, da selbst kleine Defekte zu Dichtungsfehlern oder Montageproblemen führen können.
Während der Montagephase, Automatisierte Systeme führen mehrere Vorgänge aus:
- Einsetzen einer Auskleidung oder Dichtung
- Überkappenbeschlag
- Positionierung des Sabotagebandes
Diese Prozesse werden sorgfältig synchronisiert, um eine gleichbleibende Produktqualität sicherzustellen. Sobald die Montage abgeschlossen ist, Die fertige Ausgusskappe geht zur Funktionsprüfung über.
Schritt 7 – Funktionsprüfung der Öffnungs- und Ausgießleistung
Durch Funktionstests wird bestätigt, dass die Ausgusskappe im realen Einsatz zuverlässig funktioniert.
Einer der wichtigsten gemessenen Parameter ist das Öffnungsdrehmoment. Ingenieure verwenden Drehmomentprüfgeräte, um die zum Öffnen der Kappe erforderliche Rotationskraft zu bestimmen.
Das Öffnungsdrehmoment muss innerhalb eines kontrollierten Bereichs liegen:
- zu niedrig → Verschluss kann sich beim Transport lösen
- zu hoch → Verbraucher könnten Schwierigkeiten haben, die Verpackung zu öffnen
Zusätzliche mechanische Leistungstests umfassen:
- Prüfung des Gewindeeingriffs um den korrekten Sitz des Deckels am Behälter zu bestätigen
- Falltest um die Schlagfestigkeit während des Transports zu bewerten
- chemische Verträglichkeitstests für industrielle Verpackungsanwendungen
Automatisierte Inspektionssysteme scannen außerdem jede Komponente auf Herstellungsfehler.
Diese Systeme erkennen Probleme wie:
- Hohlräume oder Blasen
- Oberflächenfehler
- unvollständige Formfüllung
Solche Inspektionen stellen sicher, dass jede Kappe den strukturellen und funktionalen Qualitätsstandards entspricht.
Schritt 8 – Dichtungsintegritäts- und Dichtheitsprüfung

Die Prüfung der Dichtungsintegrität stellt sicher, dass das Verschluss- und Behältersystem ein Auslaufen während der Lagerung und des Transports verhindert.
Bevor der Test beginnt, Behälter werden mit kalibrierten Drehmomentgeräten versiegelt, um reale Verpackungsbedingungen zu simulieren.
Zur Bewertung der Dichtungszuverlässigkeit werden verschiedene Prüfmethoden eingesetzt.
Zu den gängigen Methoden zur Leckerkennung gehören::
- Druckabfallprüfung
Druckbehälter werden auf Druckverluste überwacht, die auf Mikrolecks hinweisen. - Blasenleckprüfung (ASTM D3078)
Behälter werden in einer Vakuumkammer in Wasser getaucht, um austretende Luftblasen visuell zu erkennen.
Zusätzliche Haltbarkeitstests können Folgendes umfassen::
- Falltests um Transportauswirkungen zu simulieren
- Temperaturwechseltests um die Leistung unter Temperaturschwankungen zu bewerten
Diese Bewertungen bestätigen, dass das Dichtungssystem während des gesamten Produktlebenszyklus seine Integrität behält.
Schritt 9 – Verpackung, Orientierungskontrolle und Rückverfolgbarkeit
Nachdem alle Inspektionen bestanden wurden, Ausgusskappen gelangen in die Endverpackungsphase.
Automatisierte Verpackungssysteme zählen und übertragen die Verschlüsse in Kartons oder Großverpackungsbehälter. Diese Automatisierung eliminiert manuelle Zählfehler und gewährleistet genaue Sendungsmengen.
Zur Unterstützung automatisierter Abfülllinien, Hersteller setzen auch um Steuerung der Kappenausrichtung.
Typischerweise werden Orientierungssysteme verwendet:
- mechanische Feeder
- Förderband-Ausrichtungssysteme
- Vision-Inspektionstechnologie
Diese Systeme stellen sicher, dass die Verschlüsse in einer einheitlichen Ausrichtung verpackt werden, So können sie direkt in automatisierte Verschließgeräte eingespeist werden.
Jede Produktionscharge wird außerdem mittels Lasercodierung oder Heißprägung mit einer Chargennummer gekennzeichnet.
Diese Codierung ermöglicht den Herstellern eine Rückverfolgbarkeit:
- Rohstoffchargen
- Produktionstermine
- Maschinenparameter
- Qualitätsprüfaufzeichnungen
Rückverfolgbarkeit ist für die Einhaltung gesetzlicher Vorschriften und die Qualitätskontrolle von entscheidender Bedeutung.
Schritt 10 – Optimierung der Hochgeschwindigkeitsproduktion von Ausgusskappen

Die Herstellung von Ausgusskappen in großem Maßstab erfordert eine kontinuierliche Optimierung, um Effizienz und Produktkonsistenz aufrechtzuerhalten.
Automatisierung ist für moderne Hochgeschwindigkeitsproduktionslinien von zentraler Bedeutung. Rohstoffe werden automatisch von Lagersilos zu Trocknern und Spritzgussmaschinen transportiert.
Zu fortschrittlichen Materialhandhabungssystemen gehören typischerweise::
- Automatische Harzlader
- gravimetrische Mischausrüstung
- Inline-Feuchtigkeitsüberwachung
Auch die Spritzgussparameter werden sorgfältig optimiert, um die Zykluszeit zu verkürzen und gleichzeitig die Qualität aufrechtzuerhalten.
Zu den wichtigsten Parametern gehören::
- Schmelztemperatur
- Einspritzdruck
- Abkühlzeit
Durch Prozessoptimierung, Viele Hersteller können die Formzykluszeiten verkürzen 30+ Sekunden auf etwa 15–20 Sekunden.
Nachgelagerte Prozesse wie Beschneiden, Einlegen des Liners, und Inspektion sind ebenfalls in automatisierte Systeme integriert. Hochgeschwindigkeitskameras prüfen jede Kappe innerhalb von Millisekunden, Erkennung von Fehlern, die bei der manuellen Inspektion übersehen werden könnten.
Produktionsdaten in Echtzeit ermöglichen es Ingenieuren, Engpässe zu identifizieren, Maschinenleistung optimieren, und planen Sie vorbeugende Wartungsarbeiten. Dieser datengesteuerte Ansatz unterstützt eine stabile Produktion und eine gleichbleibende Produktqualität in großvolumigen Fertigungsumgebungen.
Abschluss
Den Arbeitsablauf bei der Herstellung von Ausgusskappen verstehen, von der Harzauswahl und -formung bis hin zu mehrstufigen Tests, zeigt, was eine zuverlässige Komponente von einer potenziellen Belastung unterscheidet. Jeder Schritt baut auf dem letzten auf, um ein gleichmäßiges Ausgießen zu gewährleisten, sichere Abdichtung, und eine positive Endbenutzererfahrung. Ein disziplinierter Produktionsprozess sorgt für die Qualitätskontrolle, die zum Schutz Ihres Produkts und Ihrer Marke erforderlich ist.
Wenn Sie Lieferanten bewerten oder eine Ausgusskappe für eine neue Anwendung benötigen, Kontaktieren Sie unser Team für technische Spezifikationen oder um ein Muster anzufordern. Wir können Ihnen dabei helfen, eine Hochleistungskappe an die Anforderungen Ihres Produkts anzupassen.
Häufig gestellte Fragen
Aus welchen Materialien werden Ausgusskappen aus Kunststoff hergestellt??
Ausgusskappen aus Kunststoff werden üblicherweise aus HDPE oder Polypropylen hergestellt (Pp) weil diese Materialien eine starke chemische Beständigkeit bieten, Haltbarkeit, und stabile Formleistung. Hersteller mögen hochwertige Ausgießkappen aus Kunststoff eingeführt Verwenden Sie neue PE-Materialien, um eine gleichbleibende Festigkeit zu gewährleisten, Sicherheit, und zuverlässige Dichtleistung.
Werden Ausgusskappen aus Kunststoff im Spritzguss- oder Blasformverfahren hergestellt?
Die meisten Ausgusskappen aus Kunststoff werden im Spritzgussverfahren hergestellt, was eine präzise Fadenbildung ermöglicht, Originalitätsringe, und Dichtflächen. Dieser Prozess gewährleistet einheitliche Abmessungen und eine hohe Produktionseffizienz bei großen Stückzahlen Kappenherstellung.
Wie stellen Hersteller sicher, dass Ausgusskappen auslaufsicher sind??
Hersteller führen Qualitätsprüfungen wie Drehmomentprüfungen durch, Dichtheitsprüfung, und Dichtungsleistungsprüfungen. Dieser FUTEN, Eine strenge Qualitätskontrolle und automatisierte Produktion tragen dazu bei, dass jede Ausgusskappe während des Transports und der Verwendung eine zuverlässige Dicht- und Ausgießleistung beibehält.
Was ist die typische Produktionszykluszeit für Ausgusskappen??
Der Spritzgusszyklus für Ausgusskappen aus Kunststoff dauert in der Regel 20–35 Sekunden pro Zyklus, abhängig von Kappengröße und Formstruktur. Mit automatisierter Ausrüstung und optimierten Formen, Große Hersteller können Tausende von Kapseln pro Stunde produzieren.
Wo finde ich einen zuverlässigen Hersteller von Ausgusskappen??
Ein zuverlässiger Hersteller von Ausgusskappen sollte stabile Rohstoffe anbieten, automatisiertes Spritzgießen, strenge Qualitätskontrolle, und Anpassungsfähigkeit. FUTEN bietet OEM-Kunststoffkappenlösungen mit über 70 automatisierte Maschinen, 1000+ Formen, und schnelle Lieferoptionen für globale Kunden.




















