Este guia detalha o fluxo de trabalho de produção de ponta a ponta, estabelecer um procedimento operacional padrão para resultados consistentes. Cobriremos as etapas técnicas críticas, desde a seleção de resinas e aditivos até as especificidades da moldagem por injeção e montagem de várias peças. Você também terá uma visão clara dos protocolos essenciais de integridade de vedação e teste de vazamento que separam fornecedores confiáveis de riscos operacionais, garantindo que cada limite atenda às especificações de desempenho.
Visão geral do fluxo de trabalho de fabricação de tampas de plástico
| Estágio de Fabricação | Processo Central | Propósito & Resultado principal |
|---|---|---|
| 1. Matéria-prima Seleção | Escolhendo resina PE ou PP, mistura de masterbatch de cores e aditivos funcionais. | Determina a resistência química, durabilidade, Proteção UV, e aparência do produto. |
| 2. Design de tampas e moldes | Estrutura de thread de engenharia, canal de vazamento, anel de violação, e precisão molde de injeção. | Garante o desempenho da vedação, precisão dimensional, e compatibilidade com contêineres. |
| 3. Moldagem por injeção | Plástico derretido é injetado em moldes de aço sob alta pressão. | Forma o corpo do bico, concha de boné, tópicos, e estruturas invioláveis. |
| 4. Resfriamento e Rebarbação | Resfriamento controlado seguido de corte do excesso de plástico (clarão). | Estabiliza as dimensões e garante roscas e superfícies de vedação limpas. |
| 5. Produção de forro e vedação | Fabricação e inserção de forros de espuma EPE ou juntas de borracha. | Cria uma vedação hermética entre a tampa e a abertura do recipiente. |
| 6. Montagem de componentes | Montagem automatizada do corpo da bica, sobrecapa, forro, e faixa de violação. | Produz um sistema de fechamento funcional completo pronto para teste. |
| 7. Teste de desempenho funcional | Medindo o torque de abertura, envolvimento do tópico, e desempenho de vazamento. | Garante que a tampa esteja segura durante o transporte, mas fácil de ser aberta pelos consumidores. |
| 8. Teste de integridade de vazamento e vedação | Teste de queda de pressão, teste de bolha de vácuo, e testes de queda. | Confirma que o fechamento evita vazamentos durante o armazenamento e transporte. |
| 9. Embalagem e Rastreabilidade | Contagem automatizada, embalagem, controle de orientação, e codificação de número de lote. | Garante uma logística eficiente e total rastreabilidade da produção. |
| 10. Otimização da Produção | Automação, ajuste de parâmetros, e monitoramento da produção em tempo real. | Melhora o tempo de ciclo, reduz defeitos, e suporta fabricação em alto volume. |
Etapa 1 – Seleção de Resinas e Aditivos para Tampas de bico

A produção da tampa do bico começa com a seleção da resina termoplástica e dos aditivos funcionais apropriados. Esta etapa determina a resistência química da tampa, durabilidade, e confiabilidade de vedação a longo prazo.
A maioria dos fabricantes escolhe entre polietileno (Educação Física) e polipropileno (PP) dependendo da aplicação.
As escolhas de materiais comuns incluem:
- Polipropileno (PP)
Frequentemente selecionado para aplicações que exigem maior resistência a temperaturas, como embalagens de enchimento a quente ou processos de esterilização. - Polietileno de alta densidade (PEAD)
Oferece excelente resistência ao impacto e compatibilidade química, tornando-o amplamente utilizado para embalagens industriais contendo óleos, detergentes, ou líquidos químicos.
Para atender aos requisitos da marca e melhorar o desempenho, a resina base é misturada com masterbatch de cores e aditivos especializados.
Os aditivos típicos usados na produção de tampas de bico incluem:
- Estabilizadores UV – proteger o plástico da degradação da luz solar
- Agentes antiestáticos – reduz o acúmulo de poeira durante o armazenamento e exposição no varejo
- Aditivos antienvelhecimento – prolongar a vida útil da tampa sob uso prolongado
Antes de começar a moldagem, os grânulos de resina passam por um processo de secagem para remover a umidade residual. Se a umidade permanecer no material, pode vaporizar durante a injeção em alta temperatura e criar defeitos como:
- vazios internos
- manchas superficiais
- fraqueza estrutural
A secagem adequada garante um fluxo de fusão consistente durante a moldagem e ajuda a manter a resistência mecânica e a confiabilidade da vedação da tampa.
Etapa 2 – Projetando a tampa do bico, Canal de vazamento e molde
A fase de projeto de engenharia define tanto o desempenho funcional quanto a capacidade de fabricação da tampa da bica. Durante esta fase, engenheiros determinam a geometria da tampa, estrutura de canal de vazamento, desenho de rosca, e interface de vedação.
Os principais elementos estruturais definidos durante o projeto incluem:
- Perfis de rosca que garantem o engate seguro com gargalos de contêineres
- Canais de vazamento que controlam o fluxo de líquido durante a distribuição
- Bandas invioláveis aquela pausa na primeira abertura
- Vedação de superfícies que garantem a compressão adequada da junta
Outro aspecto crítico é o projeto do molde de injeção, que deve suportar a produção de alto volume, mantendo tolerâncias dimensionais rigorosas.
Considerações importantes de engenharia de moldes incluem:
- Cavidades de molde de aço de alta precisão para reprodução precisa da linha
- Canais de resfriamento para controlar a temperatura do molde e reduzir o encolhimento
- Compensação de contração de material para resinas PE ou PP
Porque o desempenho da vedação depende de tolerâncias dimensionais extremamente pequenas, os engenheiros devem calcular cuidadosamente o encolhimento esperado durante o resfriamento. O projeto do molde também inclui áreas planas para codificação a laser ou hot stamping, permitindo que os fabricantes marquem números de lote para rastreabilidade.
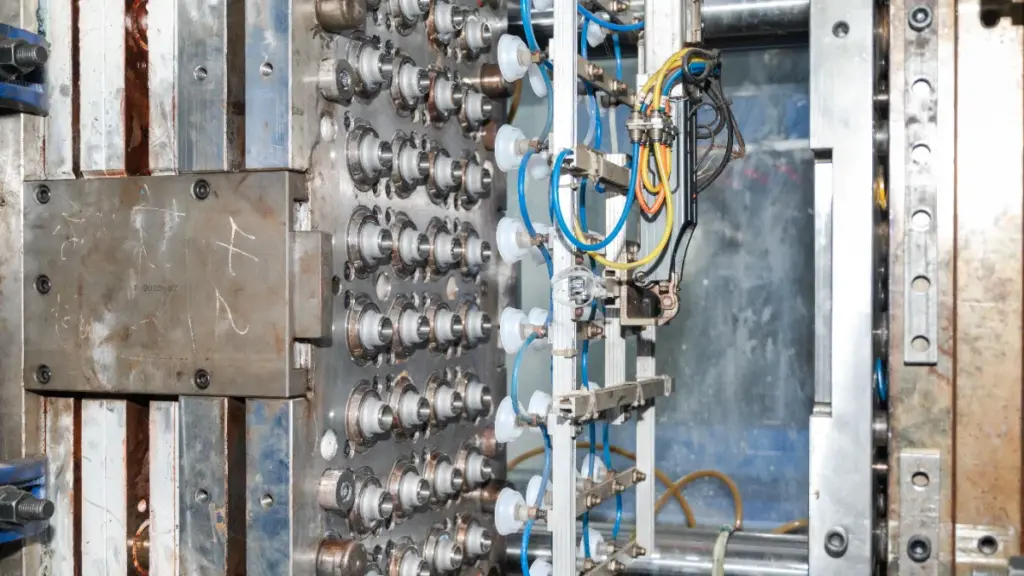
Etapa 3 – Moldagem por Injeção de Corpos de Bicas e Coberturas
A moldagem por injeção é o método de produção padrão para a fabricação de tampas de bica porque permite produção de alto volume com precisão dimensional consistente.
Neste processo, grânulos de plástico secos são alimentados em uma máquina de moldagem por injeção, onde são aquecidos até derreterem..
As condições típicas de processamento incluem:
- Temperatura de fusão: 180–250ºC
- Pressão de injeção: alta pressão para garantir o enchimento completo do molde
- Temperatura do molde: normalmente mantido entre 20–60°C
Uma vez fundido, o plástico é injetado em um molde de aço de precisão que forma as características estruturais da tampa.
Esses recursos normalmente incluem:
- interface de pescoço rosqueado
- anéis invioláveis
- canais de vazamento
- estruturas de cobertura
Depois que a cavidade do molde estiver preenchida, o plástico esfria e solidifica. O tempo de resfriamento deve ser cuidadosamente controlado porque o resfriamento irregular pode levar a:
- distorção de encolhimento
- deformação
- inconsistências dimensionais
Um ciclo completo de moldagem geralmente leva 20–35 segundos, dependendo do tamanho da tampa e da espessura da parede. Este processo repetível permite que os fabricantes produzam milhares de componentes idênticos com propriedades mecânicas estáveis e desempenho de vedação confiável.
Resfriamento de molde para estabilidade dimensional
Assim que o plástico derretido preencher as cavidades, a fase de resfriamento começa. Esta é a parte mais longa e crítica do ciclo. A temperatura do molde é mantida com precisão entre 20 e 60°C através de canais de resfriamento internos. Este resfriamento controlado gerencia como o plástico encolhe à medida que solidifica, o que é essencial para alcançar dimensões precisas, evitando empenamento, e garantindo a integridade estrutural necessária para uma vedação confiável.
Ejeção de peças e gerenciamento de ciclo
Depois que as peças esfriarem e solidificarem, o molde se abre e um sistema de ejeção empurra os corpos de bico acabados e as coberturas para fora de suas cavidades. O ciclo inteiro – desde o fechamento do molde até a ejeção da peça – normalmente leva entre 20 e 35 segundos. O gerenciamento eficiente do ciclo é fundamental para a produção de alto volume, equilibrando a velocidade com o tempo de resfriamento necessário para garantir a qualidade consistente das peças em milhares de unidades.
Corte pós-moldagem e remoção de rebarbas
As peças ejetadas são transferidas para sistemas automatizados posteriores para acabamento. Uma etapa comum é aparar, onde qualquer excesso material plástico, conhecido como flash, é removido da peça. O flash normalmente ocorre nas linhas de partição do molde. Removê-lo é necessário para atingir o resultado final, limpe a geometria do produto e garanta que não haja imperfeições que possam interferir no desempenho da vedação ou na montagem.
Etapa 4 – Resfriamento, Rebarbar e aparar componentes do bico
Uma vez que as peças moldadas são ejetadas do molde, eles entram na fase de acabamento. Esta fase garante que cada componente mantenha dimensões precisas e arestas estruturais limpas.
O resfriamento controlado continua após a liberação do molde para permitir que o plástico se estabilize totalmente. O resfriamento adequado ajuda a manter a geometria precisa da rosca e as superfícies de vedação.
Durante a moldagem, uma fina camada de excesso de plástico conhecida como flash pode se formar ao longo da linha divisória do molde.
Se não for removido, flash pode causar vários problemas:
- engate impróprio da rosca
- vedação de irregularidades superficiais
- dificuldades de montagem
Para eliminar esses problemas, fabricantes realizam operações de rebarbação e corte.
Os métodos de corte comuns incluem:
- máquinas de corte automatizadas para produção de alto volume
- sistemas de rebarbação criogênica para limpeza de precisão
- acabamento manual para projetos complexos ou pequenos lotes
Depois de aparar, os componentes são inspecionados para confirmar se atendem às especificações dimensionais e de qualidade superficial antes de passar para a fase de montagem.
Seu parceiro estratégico para fechamentos com vazamento zero

Etapa 5 – Produção de forros, Selos e componentes de violação
Um dos recursos de segurança mais importantes é a banda inviolável, que normalmente é moldado diretamente durante o processo de injeção. Esta faixa se separa quando a tampa é aberta pela primeira vez, indicando que o produto não foi acessado anteriormente.
Para melhorar o desempenho da vedação, as tampas também podem conter revestimentos internos ou juntas.
Os materiais de vedação comuns incluem:
- Forros de espuma EPE – amplamente utilizado para embalagens de consumo devido à boa compressibilidade
- Juntas de borracha – preferido para recipientes industriais ou químicos que exigem vedação mais forte
Esses revestimentos são produzidos separadamente e depois inseridos no interior da tampa.
As linhas de produção de alta velocidade normalmente usam máquinas automatizadas de inserção de revestimento, que garantem:
- posicionamento consistente do revestimento
- alinhamento adequado
- alta eficiência de produção
Imediatamente após a inserção, inspeções preliminares verificam se o revestimento assenta corretamente e forma uma interface de vedação confiável.
Etapa 6 – Montagem de Tampas de Bica e Componentes
Depois que todos os componentes individuais forem produzidos, eles são montados em um sistema de fechamento completo.
Linhas de montagem automatizadas combinam diversas peças em uma tampa acabada, incluindo:
- o corpo do bico
- o sobrecapa
- o forro ou junta
- o estrutura inviolável
Antes de começar a montagem, cada componente é verificado quanto a possíveis defeitos de moldagem, como falhas ou inconsistências dimensionais.
Bordas limpas e geometria precisa são essenciais porque mesmo pequenos defeitos podem levar a falhas de vedação ou problemas de montagem.
Durante a fase de montagem, sistemas automatizados realizam diversas operações:
- inserção de forro ou junta
- encaixe de cobertura
- posicionamento da banda de violação
Esses processos são cuidadosamente sincronizados para garantir uma qualidade consistente do produto. Assim que a montagem estiver concluída, a tampa do bico finalizada segue para testes funcionais.
Etapa 7 – Teste Funcional de Desempenho de Abertura e Vazamento
Os testes funcionais verificam se a tampa do bico funciona de forma confiável durante o uso no mundo real.
Um dos parâmetros mais importantes medidos é o torque de abertura. Engenheiros usam equipamento de teste de torque para determinar a força rotacional necessária para abrir a tampa.
O torque de abertura deve estar dentro de uma faixa controlada:
- muito baixo → a tampa pode se soltar durante o transporte
- muito alto → os consumidores podem ter dificuldade para abrir a embalagem
Testes adicionais de desempenho mecânico incluem:
- teste de engajamento de thread para confirmar o ajuste adequado da tampa ao recipiente
- teste de queda para avaliar a resistência ao impacto durante o transporte
- testes de compatibilidade química para aplicações de embalagens industriais
Os sistemas de inspeção automatizados também verificam cada componente em busca de defeitos de fabricação.
Esses sistemas detectam problemas como:
- vazios ou bolhas
- imperfeições superficiais
- preenchimento incompleto do molde
Essas inspeções garantem que cada tampa atenda aos padrões de qualidade estrutural e funcional.
Etapa 8 – Integridade da vedação e teste de vazamento

O teste de integridade da vedação garante que o sistema de tampa e recipiente evite vazamentos durante o armazenamento e transporte.
Antes do início dos testes, os recipientes são selados usando equipamento de torque calibrado para simular condições reais de embalagem.
Vários métodos de teste são usados para avaliar a confiabilidade da vedação.
Os métodos comuns de detecção de vazamento incluem:
- Teste de queda de pressão
Os recipientes pressurizados são monitorados quanto à perda de pressão que indica microvazamentos. - Teste de vazamento de bolhas (ASTM D3078)
Os recipientes são submersos em água dentro de uma câmara de vácuo para detectar visualmente bolhas de ar que escapam.
Testes adicionais de durabilidade podem incluir:
- testes de queda para simular impactos de transporte
- testes de ciclagem térmica para avaliar o desempenho sob flutuações de temperatura
Estas avaliações confirmam que o sistema de vedação mantém a integridade durante todo o ciclo de vida do produto.
Etapa 9 – Embalagem, Controle de Orientação e Rastreabilidade
Depois de passar por todas as inspeções, as tampas dos bicos seguem para a etapa final de embalagem.
Sistemas de embalagem automatizados contam e transferem tampas para caixas ou recipientes de embalagem a granel. Essa automação elimina erros de contagem manual e garante quantidades precisas de remessa.
Para apoiar linhas de enchimento automatizadas, os fabricantes também implementam controle de orientação da tampa.
Os sistemas de orientação normalmente usam:
- alimentadores mecânicos
- sistemas de alinhamento de transportadores
- tecnologia de inspeção visual
Esses sistemas garantem que as tampas sejam embaladas em uma orientação consistente, permitindo que eles sejam alimentados diretamente em equipamentos de nivelamento automatizados.
Cada lote de produção também é marcado com um número de lote usando codificação a laser ou hot stamping.
Esta codificação permite que os fabricantes rastreiem:
- lotes de matéria-prima
- datas de produção
- parâmetros da máquina
- registros de teste de qualidade
A rastreabilidade é essencial para conformidade regulatória e controle de qualidade.
Etapa 10 – Otimizando a produção de tampas de bico em alta velocidade

A fabricação de tampas de bico em grande escala requer otimização contínua para manter a eficiência e a consistência do produto.
A automação é fundamental para linhas de produção modernas de alta velocidade. As matérias-primas são transportadas automaticamente dos silos de armazenamento para secadores e máquinas de moldagem por injeção.
Sistemas avançados de manuseio de materiais normalmente incluem:
- carregadores automatizados de resina
- equipamento de mistura gravimétrica
- monitoramento de umidade em linha
Os parâmetros de moldagem por injeção também são cuidadosamente otimizados para reduzir o tempo de ciclo, mantendo a qualidade.
Os principais parâmetros incluem:
- temperatura de fusão
- pressão de injeção
- tempo de resfriamento
Através da otimização de processos, muitos fabricantes podem reduzir os tempos do ciclo de moldagem de 30+ segundos a cerca de 15–20 segundos.
Processos posteriores, como corte, inserção de forro, e a inspeção também estão integradas em sistemas automatizados. Câmeras de visão de alta velocidade inspecionam cada tampa em milissegundos, detecção de defeitos que a inspeção manual pode deixar passar.
Dados de produção em tempo real permitem que os engenheiros identifiquem gargalos, otimizar o desempenho da máquina, e agendar manutenções preventivas. Essa abordagem baseada em dados oferece suporte a resultados estáveis e qualidade consistente do produto em ambientes de fabricação de grandes volumes.
Conclusão
Compreendendo o fluxo de trabalho de fabricação da tampa do bico, desde a seleção e moldagem da resina até testes em vários estágios, mostra o que separa um componente confiável de um passivo potencial. Cada etapa se baseia na anterior para garantir um vazamento consistente, vedação segura, e uma experiência positiva para o usuário final. Um processo de produção disciplinado oferece o controle de qualidade necessário para proteger seu produto e sua marca.
Se você está avaliando fornecedores ou precisa de uma tampa de bica para uma nova aplicação, entre em contato com nossa equipe para especificações técnicas ou para solicitar uma amostra. Podemos ajudá-lo a combinar um limite de alto desempenho com os requisitos do seu produto.
Perguntas frequentes
Quais materiais são usados para fabricar tampas de bico de plástico?
As tampas de bico de plástico são geralmente feitas de HDPE ou polipropileno (PP) porque esses materiais fornecem forte resistência química, durabilidade, e desempenho de moldagem estável. Fabricantes de tampas de bico de plástico de alta qualidade como introduzido use materiais PE virgens para garantir resistência consistente, segurança, e desempenho de vedação confiável.
As tampas de bico de plástico são moldadas por injeção ou por sopro??
A maioria das tampas de bico de plástico são produzidas por moldagem por injeção, que permite a formação precisa de fios, anéis invioláveis, e superfícies de vedação. Este processo garante dimensões consistentes e alta eficiência de produção para grandes volumes fabricação de bonés.
Como os fabricantes garantem que as tampas dos bicos sejam à prova de vazamentos?
Os fabricantes realizam inspeções de qualidade, como testes de torque, teste de vazamento, e verificações de desempenho de vedação. Esse FUTEN, rigoroso controle de qualidade e produção automatizada ajudam a garantir que cada tampa de bico mantenha vedação confiável e desempenho de vazamento durante o transporte e uso.
Qual é o tempo típico do ciclo de produção para tampas de bica?
O ciclo de moldagem por injeção para tampas de bico de plástico normalmente leva de 20 a 35 segundos por ciclo, dependendo do tamanho da tampa e da estrutura do molde. Com equipamentos automatizados e moldes otimizados, grandes fabricantes podem produzir milhares de tampas por hora.
Onde posso encontrar um fabricante confiável de tampas de bico?
Um fabricante confiável de tampas de bico deve oferecer matérias-primas estáveis, moldagem por injeção automatizada, rigoroso controle de qualidade, e capacidade de personalização. FUTEN fornece soluções de tampas plásticas OEM com mais de 70 máquinas automatizadas, 1000+ moldes, e opções de entrega rápida para clientes globais.




















