यह मार्गदर्शिका शुरू से अंत तक उत्पादन वर्कफ़्लो का विवरण देती है, सुसंगत परिणामों के लिए एक मानक संचालन प्रक्रिया स्थापित करना. हम महत्वपूर्ण तकनीकी चरणों को कवर करेंगे, रेज़िन और एडिटिव चयन से लेकर इंजेक्शन मोल्डिंग और मल्टी-पार्ट असेंबली की बारीकियों तक. आपको आवश्यक सील अखंडता और रिसाव परीक्षण प्रोटोकॉल पर भी स्पष्ट नज़र मिलेगी जो विश्वसनीय आपूर्तिकर्ताओं को परिचालन जोखिमों से अलग करती है, यह सुनिश्चित करना कि प्रत्येक टोपी प्रदर्शन विनिर्देशों को पूरा करती है.
प्लास्टिक टोंटी कैप्स विनिर्माण वर्कफ़्लो का अवलोकन
| विनिर्माण चरण | कोर प्रक्रिया | उद्देश्य & मुख्य परिणाम |
|---|---|---|
| 1. कच्चा माल चयन | पीई या पीपी राल का चयन करना, रंग मास्टरबैच और कार्यात्मक योजकों का सम्मिश्रण. | रासायनिक प्रतिरोध निर्धारित करता है, टिकाऊपन, यूवी संरक्षण, और उत्पाद की उपस्थिति. |
| 2. कैप और मोल्ड डिजाइन | इंजीनियरिंग धागा संरचना, डालने का कार्य चैनल, छेड़छाड़ की अंगूठी, और परिशुद्धता इंजेक्शन मोल्ड. | सीलिंग प्रदर्शन सुनिश्चित करता है, आयामी सटीकता, और कंटेनरों के साथ अनुकूलता. |
| 3. अंतः क्षेपण ढलाई | पिघले हुए प्लास्टिक को उच्च दबाव में स्टील के सांचों में डाला जाता है. | टोंटी का शरीर बनता है, टोपी खोल, धागे, और छेड़छाड़-स्पष्ट संरचनाएँ. |
| 4. ठंडा करना और डिफ्लैशिंग करना | अतिरिक्त प्लास्टिक को ट्रिम करने के बाद नियंत्रित शीतलन (चमक). | आयामों को स्थिर करता है और साफ धागे और सीलिंग सतहों को सुनिश्चित करता है. |
| 5. लाइनर और सील उत्पादन | ईपीई फोम लाइनर या रबर गैसकेट का निर्माण और लगाना. | ढक्कन और कंटेनर के उद्घाटन के बीच एक वायुरोधी सील बनाता है. |
| 6. घटक विधानसभा | टोंटी बॉडी की स्वचालित असेंबली, ओवरकैप, लाइनर, और टैम्पर बैंड. | परीक्षण के लिए तैयार एक पूर्ण कार्यात्मक समापन प्रणाली तैयार करता है. |
| 7. कार्यात्मक प्रदर्शन परीक्षण | ओपनिंग टॉर्क मापना, धागा जुड़ाव, और जोरदार प्रदर्शन. | यह सुनिश्चित करता है कि परिवहन के दौरान ढक्कन सुरक्षित है लेकिन उपभोक्ताओं के लिए इसे खोलना आसान है. |
| 8. रिसाव और सील अखंडता परीक्षण | दबाव क्षय परीक्षण, वैक्यूम बुलबुला परीक्षण, और परीक्षण छोड़ें. | पुष्टि करता है कि क्लोजर भंडारण और परिवहन के दौरान रिसाव को रोकता है. |
| 9. पैकेजिंग और ट्रैसेबिलिटी | स्वचालित गिनती, पैकिंग, अभिविन्यास नियंत्रण, और लॉट नंबर कोडिंग. | कुशल लॉजिस्टिक्स और पूर्ण उत्पादन ट्रेसेबिलिटी सुनिश्चित करता है. |
| 10. उत्पादन अनुकूलन | स्वचालन, पैरामीटर ट्यूनिंग, और वास्तविक समय उत्पादन निगरानी. | चक्र समय में सुधार करता है, दोषों को कम करता है, और उच्च मात्रा में विनिर्माण का समर्थन करता है. |
कदम 1 - रेजिन और एडिटिव्स का चयन करना टोंटी कैप्स

टोंटी टोपी का उत्पादन उपयुक्त थर्मोप्लास्टिक राल और कार्यात्मक योजक के चयन से शुरू होता है. यह चरण कैप के रासायनिक प्रतिरोध को निर्धारित करता है, टिकाऊपन, और दीर्घकालिक सीलिंग विश्वसनीयता.
अधिकांश निर्माता पॉलीथीन के बीच चयन करते हैं (पीई) और पॉलीप्रोपाइलीन (पीपी) आवेदन के आधार पर.
सामान्य सामग्री विकल्पों में शामिल हैं:
- polypropylene (पीपी)
अक्सर उच्च तापमान प्रतिरोध की आवश्यकता वाले अनुप्रयोगों के लिए चुना जाता है, जैसे हॉट-फिल पैकेजिंग या स्टरलाइज़ेशन प्रक्रियाएँ. - उच्च घनत्व पॉलीथीन (एचडीपीई)
उत्कृष्ट प्रभाव प्रतिरोध और रासायनिक अनुकूलता प्रदान करता है, इसे तेल युक्त औद्योगिक पैकेजिंग के लिए व्यापक रूप से उपयोग किया जाता है, डिटर्जेंट, या रासायनिक तरल पदार्थ.
ब्रांड की आवश्यकताओं को पूरा करने और प्रदर्शन में सुधार करने के लिए, बेस रेज़िन को कलर मास्टरबैच और विशेष एडिटिव्स के साथ मिश्रित किया जाता है.
टोंटी टोपी उत्पादन में उपयोग किए जाने वाले विशिष्ट योजकों में शामिल हैं:
- यूवी स्टेबलाइजर्स - प्लास्टिक को सूरज की रोशनी से होने वाले नुकसान से बचाएं
- विरोधी स्थैतिक एजेंट - भंडारण और खुदरा प्रदर्शन के दौरान धूल जमा होना कम करें
- बुढ़ापा रोधी योजक - लंबे समय तक उपयोग के तहत कैप का जीवनकाल बढ़ाएं
ढलाई शुरू होने से पहले, अवशिष्ट नमी को हटाने के लिए राल कण सूखने की प्रक्रिया से गुजरते हैं. यदि सामग्री में नमी बनी रहे, यह उच्च तापमान इंजेक्शन के दौरान वाष्पीकृत हो सकता है और जैसे दोष पैदा कर सकता है:
- आंतरिक रिक्तियाँ
- सतही दोष
- संरचनात्मक कमजोरी
उचित सुखाने से मोल्डिंग के दौरान लगातार पिघलने का प्रवाह सुनिश्चित होता है और कैप की यांत्रिक शक्ति और सीलिंग विश्वसनीयता बनाए रखने में मदद मिलती है.
कदम 2 - टोंटी कैप को डिजाइन करना, चैनल और मोल्ड डालना
इंजीनियरिंग डिज़ाइन चरण टोंटी टोपी के कार्यात्मक प्रदर्शन और विनिर्माण क्षमता दोनों को परिभाषित करता है. इस चरण के दौरान, इंजीनियर टोपी की ज्यामिति निर्धारित करते हैं, चैनल संरचना डालना, धागा डिजाइन, और सीलिंग इंटरफ़ेस.
डिज़ाइन के दौरान परिभाषित प्रमुख संरचनात्मक तत्वों में शामिल हैं:
- थ्रेड प्रोफाइल जो कंटेनर नेक के साथ सुरक्षित जुड़ाव सुनिश्चित करता है
- चैनल डालना जो वितरण के दौरान तरल प्रवाह को नियंत्रित करते हैं
- छेड़छाड़-स्पष्ट बैंड वह पहली ओपनिंग पर टूट गया
- सतहों को सील करना जो उचित गैसकेट संपीड़न सुनिश्चित करता है
एक अन्य महत्वपूर्ण पहलू इंजेक्शन मोल्ड डिज़ाइन है, जिसे सख्त आयामी सहनशीलता बनाए रखते हुए उच्च मात्रा में उत्पादन का समर्थन करना चाहिए.
महत्वपूर्ण मोल्ड इंजीनियरिंग विचार शामिल हैं:
- उच्च परिशुद्धता वाले स्टील मोल्ड गुहाएँ सटीक थ्रेड पुनरुत्पादन के लिए
- कूलिंग चैनल मोल्ड के तापमान को नियंत्रित करने और सिकुड़न को कम करने के लिए
- सामग्री संकोचन मुआवजा पीई या पीपी रेजिन के लिए
क्योंकि सीलिंग का प्रदर्शन अत्यंत छोटे आयामी सहनशीलता पर निर्भर करता है, इंजीनियरों को शीतलन के दौरान अपेक्षित संकोचन की सावधानीपूर्वक गणना करनी चाहिए. मोल्ड डिज़ाइन में समतल क्षेत्र भी शामिल हैं लेजर कोडिंग या गर्म मुद्रांकन, निर्माताओं को ट्रेसेबिलिटी के लिए बैच नंबर चिह्नित करने की अनुमति देना.
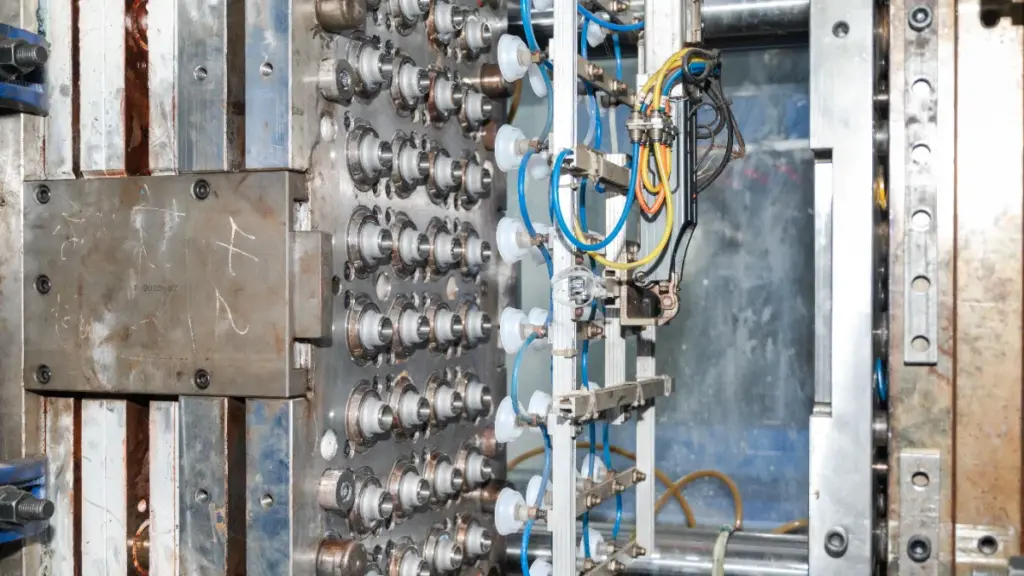
कदम 3 - टोंटी निकायों और ओवरकैप्स की इंजेक्शन मोल्डिंग
टोंटी कैप के निर्माण के लिए इंजेक्शन मोल्डिंग मानक उत्पादन विधि है क्योंकि यह लगातार आयामी सटीकता के साथ उच्च मात्रा में आउटपुट सक्षम करता है.
इस प्रक्रिया में, सूखे प्लास्टिक के दानों को इंजेक्शन मोल्डिंग मशीन में डाला जाता है जहां उन्हें पिघलने तक गर्म किया जाता है.
विशिष्ट प्रसंस्करण स्थितियों में शामिल हैं:
- पिघलने का तापमान: 180-250°C
- इंजेक्शन का दबाव: पूर्ण मोल्ड भरने को सुनिश्चित करने के लिए उच्च दबाव
- मोल्ड तापमान: आमतौर पर 20-60°C के बीच बनाए रखा जाता है
एक बार पिघला हुआ, प्लास्टिक को एक सटीक स्टील मोल्ड में इंजेक्ट किया जाता है जो कैप की संरचनात्मक विशेषताएं बनाता है.
इन सुविधाओं में आम तौर पर शामिल हैं:
- थ्रेडेड नेक इंटरफ़ेस
- छेड़छाड़-स्पष्ट छल्ले
- चैनल डालना
- ओवरकैप संरचनाएं
सांचे की गुहिका भर जाने के बाद, प्लास्टिक ठंडा होकर जम जाता है. शीतलन समय को सावधानीपूर्वक नियंत्रित किया जाना चाहिए क्योंकि असमान शीतलन का कारण बन सकता है:
- सिकुड़न विकृति
- मुड़ने
- आयामी विसंगतियाँ
आमतौर पर एक पूर्ण मोल्डिंग चक्र लगता है 20-35 सेकंड, टोपी के आकार और दीवार की मोटाई के आधार पर. यह दोहराने योग्य प्रक्रिया निर्माताओं को स्थिर यांत्रिक गुणों और विश्वसनीय सीलिंग प्रदर्शन के साथ हजारों समान घटकों का उत्पादन करने की अनुमति देती है.
आयामी स्थिरता के लिए मोल्ड कूलिंग
एक बार पिघला हुआ प्लास्टिक गुहाओं में भर जाता है, शीतलन चरण शुरू होता है. यह चक्र का सबसे लंबा और सबसे महत्वपूर्ण हिस्सा है. आंतरिक शीतलन चैनलों के माध्यम से मोल्ड तापमान को 20-60 डिग्री सेल्सियस के बीच बनाए रखा जाता है. यह नियंत्रित शीतलन यह प्रबंधित करता है कि प्लास्टिक जमने के साथ ही कैसे सिकुड़ता है, जो सटीक आयाम प्राप्त करने के लिए आवश्यक है, विकृति को रोकना, और एक विश्वसनीय सील के लिए आवश्यक संरचनात्मक अखंडता सुनिश्चित करना.
पार्ट इजेक्शन और साइकिल प्रबंधन
भागों के ठंडा होने और जमने के बाद, सांचा खुलता है और एक इजेक्शन प्रणाली तैयार टोंटी निकायों और ओवरकैप को उनकी गुहाओं से बाहर धकेलती है. संपूर्ण चक्र - साँचे के बंद होने से लेकर भाग के बाहर निकलने तक - आम तौर पर बीच में होता है 20 और 35 सेकंड. कुशल चक्र प्रबंधन उच्च मात्रा में उत्पादन की कुंजी है, हजारों इकाइयों में सुसंगत भाग गुणवत्ता की गारंटी के लिए आवश्यक शीतलन समय के साथ गति को संतुलित करना.
मोल्डिंग के बाद ट्रिमिंग और फ्लैश हटाना
निकाले गए हिस्सों को फिनिशिंग के लिए डाउनस्ट्रीम स्वचालित सिस्टम में स्थानांतरित किया जाता है. एक सामान्य कदम है ट्रिमिंग, जहां कोई अति हो प्लास्टिक सामग्री, फ़्लैश के नाम से जाना जाता है, भाग से हटा दिया गया है. फ्लैश आम तौर पर मोल्ड की विभाजन रेखाओं पर होता है. फाइनल हासिल करने के लिए इसे हटाना जरूरी है।', उत्पाद ज्यामिति को साफ करें और सुनिश्चित करें कि ऐसी कोई खामियां न हों जो सीलिंग प्रदर्शन या असेंबली में हस्तक्षेप कर सकती हों.
कदम 4 - ठंडा करना, टोंटी घटकों को डिफ्लैशिंग और ट्रिमिंग करना
एक बार ढलने के बाद हिस्से सांचे से बाहर निकल जाते हैं, वे अंतिम चरण में प्रवेश करते हैं. यह चरण सुनिश्चित करता है कि प्रत्येक घटक सटीक आयाम और स्वच्छ संरचनात्मक किनारों को बनाए रखता है.
प्लास्टिक को पूरी तरह से स्थिर करने की अनुमति देने के लिए मोल्ड रिलीज के बाद नियंत्रित शीतलन जारी रहता है. उचित शीतलन सटीक थ्रेड ज्यामिति और सीलिंग सतहों को बनाए रखने में मदद करता है.
ढलाई के दौरान, अतिरिक्त प्लास्टिक की एक पतली परत जिसे फ़्लैश के रूप में जाना जाता है, मोल्ड की विभाजन रेखा के साथ बन सकती है.
यदि नहीं हटाया गया, फ़्लैश कई समस्याएं पैदा कर सकता है:
- अनुचित थ्रेड जुड़ाव
- सीलिंग सतह की अनियमितताएँ
- संयोजन कठिनाइयाँ
इन मुद्दों को खत्म करने के लिए, निर्माता डिफ्लैशिंग और ट्रिमिंग ऑपरेशन करते हैं.
सामान्य ट्रिमिंग विधियों में शामिल हैं:
- उच्च मात्रा में उत्पादन के लिए स्वचालित ट्रिमिंग मशीनें
- सटीक सफाई के लिए क्रायोजेनिक डिफ्लैशिंग सिस्टम
- जटिल डिज़ाइनों या छोटे बैचों के लिए मैन्युअल फ़िनिशिंग
छंटाई के बाद, असेंबली चरण में जाने से पहले यह पुष्टि करने के लिए घटकों का निरीक्षण किया जाता है कि वे आयामी और सतह गुणवत्ता विनिर्देशों को पूरा करते हैं.
शून्य-रिसाव बंद करने के लिए आपका रणनीतिक भागीदार

कदम 5 - लाइनर का निर्माण, सील और छेड़छाड़ घटक
सबसे महत्वपूर्ण सुरक्षा सुविधाओं में से एक छेड़छाड़-स्पष्ट बैंड है, जिसे आम तौर पर सीधे तौर पर ढाला जाता है इंजेक्शन प्रक्रिया. पहली बार ढक्कन खोलने पर यह बैंड अलग हो जाता है, यह दर्शाता है कि उत्पाद को पहले एक्सेस नहीं किया गया है.
सीलिंग प्रदर्शन को बढ़ाने के लिए, कैप में आंतरिक लाइनर या गास्केट भी हो सकते हैं.
सामान्य सीलिंग सामग्री में शामिल हैं:
- ईपीई फोम लाइनर - अच्छी संपीड़ितता के कारण उपभोक्ता पैकेजिंग के लिए व्यापक रूप से उपयोग किया जाता है
- रबर गास्केट - मजबूत सीलिंग की आवश्यकता वाले औद्योगिक या रासायनिक कंटेनरों के लिए पसंदीदा
इन लाइनरों को अलग से तैयार किया जाता है और फिर कैप के अंदरूनी हिस्से में डाला जाता है.
उच्च गति वाली उत्पादन लाइनें आमतौर पर स्वचालित लाइनर इंसर्शन मशीनों का उपयोग करती हैं, जो सुनिश्चित करता है:
- लगातार लाइनर प्लेसमेंट
- समुचित संरेखण
- उच्च उत्पादन क्षमता
डालने के तुरंत बाद, प्रारंभिक निरीक्षण सत्यापित करते हैं कि लाइनर सही ढंग से बैठता है और एक विश्वसनीय सीलिंग इंटरफ़ेस बनाता है.
कदम 6 - टोंटी कैप्स और घटकों की असेंबली
आख़िरकार व्यक्तिगत घटकों का उत्पादन किया जाता है, वे एक पूर्ण समापन प्रणाली में इकट्ठे होते हैं.
स्वचालित असेंबली लाइनें कई हिस्सों को एक तैयार कैप में जोड़ती हैं, शामिल:
- the टोंटी शरीर
- the ओवरकैप
- the लाइनर या गैसकेट
- the छेड़छाड़-स्पष्ट संरचना
असेंबली शुरू होने से पहले, प्रत्येक घटक को संभावित मोल्डिंग दोषों जैसे फ्लैश या आयामी विसंगतियों के लिए जांचा जाता है.
साफ किनारे और सटीक ज्यामिति आवश्यक है क्योंकि छोटे दोष भी सीलिंग विफलता या असेंबली समस्याओं का कारण बन सकते हैं.
सभा चरण के दौरान, स्वचालित सिस्टम कई ऑपरेशन करते हैं:
- लाइनर या गैस्केट सम्मिलन
- ओवरकैप फिटिंग
- टैम्पर बैंड पोजिशनिंग
लगातार उत्पाद गुणवत्ता सुनिश्चित करने के लिए इन प्रक्रियाओं को सावधानीपूर्वक सिंक्रनाइज़ किया जाता है. एक बार असेंबली पूरी हो जाए, तैयार टोंटी टोपी कार्यात्मक परीक्षण के लिए आगे बढ़ती है.
कदम 7 - खोलने और डालने के प्रदर्शन का कार्यात्मक परीक्षण
कार्यात्मक परीक्षण यह सत्यापित करता है कि टोंटी टोपी वास्तविक दुनिया में उपयोग के दौरान विश्वसनीय रूप से कार्य करती है.
मापे गए सबसे महत्वपूर्ण मापदंडों में से एक है ओपनिंग टॉर्क. कैप खोलने के लिए आवश्यक घूर्णी बल निर्धारित करने के लिए इंजीनियर टॉर्क परीक्षण उपकरण का उपयोग करते हैं.
ओपनिंग टॉर्क एक नियंत्रित सीमा के भीतर आना चाहिए:
- बहुत कम → परिवहन के दौरान टोपी ढीली हो सकती है
- बहुत ऊँचा → उपभोक्ताओं को पैकेज खोलने में कठिनाई हो सकती है
अतिरिक्त यांत्रिक प्रदर्शन परीक्षण शामिल हैं:
- थ्रेड एंगेजमेंट परीक्षण उचित कैप-टू-कंटेनर फिट की पुष्टि करने के लिए
- ड्रॉप परीक्षण शिपिंग के दौरान प्रभाव प्रतिरोध का मूल्यांकन करने के लिए
- रासायनिक अनुकूलता परीक्षण औद्योगिक पैकेजिंग अनुप्रयोगों के लिए
स्वचालित निरीक्षण प्रणालियाँ विनिर्माण दोषों के लिए प्रत्येक घटक को भी स्कैन करती हैं.
ये सिस्टम जैसे मुद्दों का पता लगाते हैं:
- रिक्त स्थान या बुलबुले
- सतह की खामियाँ
- अधूरा साँचा भरना
ऐसे निरीक्षण यह सुनिश्चित करते हैं कि प्रत्येक टोपी संरचनात्मक और कार्यात्मक गुणवत्ता मानकों को पूरा करती है.
कदम 8 - सील अखंडता और रिसाव परीक्षण

सील अखंडता परीक्षण यह सुनिश्चित करता है कि कैप और कंटेनर प्रणाली भंडारण और परिवहन के दौरान रिसाव को रोकती है.
परीक्षण शुरू होने से पहले, वास्तविक पैकेजिंग स्थितियों का अनुकरण करने के लिए कैलिब्रेटेड टॉर्क उपकरण का उपयोग करके कंटेनरों को सील किया जाता है.
सीलिंग विश्वसनीयता का मूल्यांकन करने के लिए कई परीक्षण विधियों का उपयोग किया जाता है.
सामान्य रिसाव का पता लगाने के तरीकों में शामिल हैं:
- दबाव क्षय परीक्षण
दबाव वाले कंटेनरों की निगरानी दबाव हानि के लिए की जाती है जो सूक्ष्म रिसाव का संकेत देती है. - बुलबुला रिसाव परीक्षण (एएसटीएम डी3078)
बाहर निकलने वाले हवा के बुलबुले का दृश्य रूप से पता लगाने के लिए कंटेनरों को निर्वात कक्ष के अंदर पानी में डुबोया जाता है.
अतिरिक्त स्थायित्व परीक्षण शामिल हो सकते हैं:
- ड्रॉप परीक्षण परिवहन प्रभावों का अनुकरण करने के लिए
- थर्मल साइकलिंग परीक्षण तापमान में उतार-चढ़ाव के तहत प्रदर्शन का मूल्यांकन करना
ये मूल्यांकन पुष्टि करते हैं कि सीलिंग प्रणाली पूरे उत्पाद जीवनचक्र में अखंडता बनाए रखती है.
कदम 9 - पैकिंग, ओरिएंटेशन कंट्रोल और ट्रैसेबिलिटी
सभी निरीक्षण पास करने के बाद, टोंटी कैप अंतिम पैकेजिंग चरण के लिए आगे बढ़ते हैं.
स्वचालित पैकिंग प्रणालियाँ कैप्स की गिनती करती हैं और उन्हें डिब्बों या थोक पैकेजिंग कंटेनरों में स्थानांतरित करती हैं. यह स्वचालन मैन्युअल गणना त्रुटियों को समाप्त करता है और सटीक शिपमेंट मात्रा सुनिश्चित करता है.
स्वचालित भरने वाली लाइनों का समर्थन करने के लिए, निर्माता भी लागू करते हैं कैप ओरिएंटेशन नियंत्रण.
आमतौर पर ओरिएंटेशन सिस्टम का उपयोग किया जाता है:
- यांत्रिक फीडर
- कन्वेयर संरेखण प्रणाली
- दृष्टि निरीक्षण प्रौद्योगिकी
ये प्रणालियाँ सुनिश्चित करती हैं कि कैप्स को एक सुसंगत अभिविन्यास में पैक किया गया है, उन्हें स्वचालित कैपिंग उपकरण में सीधे फ़ीड करने की अनुमति देना.
प्रत्येक उत्पादन बैच को लेजर कोडिंग या हॉट स्टैम्पिंग का उपयोग करके लॉट नंबर से भी चिह्नित किया जाता है.
यह कोडिंग निर्माताओं को पता लगाने में सक्षम बनाती है:
- कच्चे माल के बैच
- उत्पादन तिथियाँ
- मशीन पैरामीटर
- गुणवत्ता परीक्षण रिकॉर्ड
विनियामक अनुपालन और गुणवत्ता नियंत्रण के लिए पता लगाने की क्षमता आवश्यक है.
कदम 10 - हाई-स्पीड स्पाउट कैप उत्पादन का अनुकूलन

बड़े पैमाने पर टोंटी कैप निर्माण के लिए दक्षता और उत्पाद स्थिरता बनाए रखने के लिए निरंतर अनुकूलन की आवश्यकता होती है.
स्वचालन आधुनिक उच्च गति उत्पादन लाइनों का केंद्र है. कच्चे माल को भंडारण साइलो से ड्रायर और इंजेक्शन मोल्डिंग मशीनों तक स्वचालित रूप से ले जाया जाता है.
उन्नत सामग्री प्रबंधन प्रणालियाँ आम तौर पर शामिल होती हैं:
- स्वचालित राल लोडर
- ग्रेविमेट्रिक सम्मिश्रण उपकरण
- इन-लाइन नमी की निगरानी
गुणवत्ता बनाए रखते हुए चक्र समय को कम करने के लिए इंजेक्शन मोल्डिंग मापदंडों को भी सावधानीपूर्वक अनुकूलित किया जाता है.
प्रमुख मापदंडों में शामिल हैं:
- पिघलने का तापमान
- इंजेक्शन का दबाव
- ठंड का समय
प्रक्रिया अनुकूलन के माध्यम से, कई निर्माता मोल्डिंग चक्र के समय को कम कर सकते हैं 30+ सेकंड से लेकर लगभग 15-20 सेकंड तक.
डाउनस्ट्रीम प्रक्रियाएं जैसे ट्रिमिंग, लाइनर सम्मिलन, और निरीक्षण को भी स्वचालित प्रणालियों में एकीकृत किया गया है. हाई-स्पीड विज़न कैमरे मिलीसेकंड के भीतर प्रत्येक कैप का निरीक्षण करते हैं, उन दोषों का पता लगाना जो मैन्युअल निरीक्षण में छूट सकते हैं.
वास्तविक समय उत्पादन डेटा इंजीनियरों को बाधाओं की पहचान करने की अनुमति देता है, मशीन के प्रदर्शन को अनुकूलित करें, और निवारक रखरखाव शेड्यूल करें. यह डेटा-संचालित दृष्टिकोण बड़ी मात्रा में विनिर्माण वातावरण में स्थिर आउटपुट और सुसंगत उत्पाद गुणवत्ता का समर्थन करता है.
निष्कर्ष
टोंटी टोपी निर्माण कार्यप्रवाह को समझना, रेज़िन चयन और मोल्डिंग से लेकर मल्टी-स्टेज परीक्षण तक, दिखाता है कि एक विश्वसनीय घटक को संभावित दायित्व से क्या अलग करता है. लगातार डालने का कार्य सुनिश्चित करने के लिए प्रत्येक चरण अंतिम पर आधारित होता है, सुरक्षित सीलिंग, और एक सकारात्मक अंतिम-उपयोगकर्ता अनुभव. एक अनुशासित उत्पादन प्रक्रिया आपके उत्पाद और ब्रांड की सुरक्षा के लिए आवश्यक गुणवत्ता नियंत्रण प्रदान करती है.
यदि आप आपूर्तिकर्ताओं का मूल्यांकन कर रहे हैं या किसी नए एप्लिकेशन के लिए टोंटी कैप की आवश्यकता है, तकनीकी विशिष्टताओं के लिए या नमूने के अनुरोध के लिए हमारी टीम से संपर्क करें. हम आपके उत्पाद की आवश्यकताओं के अनुरूप उच्च-प्रदर्शन सीमा का मिलान करने में आपकी सहायता कर सकते हैं.
अक्सर पूछे जाने वाले प्रश्नों
प्लास्टिक टोंटी कैप के निर्माण के लिए किस सामग्री का उपयोग किया जाता है??
प्लास्टिक टोंटी कैप आमतौर पर एचडीपीई या पॉलीप्रोपाइलीन से बनाए जाते हैं (पीपी) क्योंकि ये सामग्रियां मजबूत रासायनिक प्रतिरोध प्रदान करती हैं, टिकाऊपन, और स्थिर मोल्डिंग प्रदर्शन. उच्च गुणवत्ता वाली प्लास्टिक टोंटी टोपी निर्माताओं को पसंद है पुर: लगातार मजबूती सुनिश्चित करने के लिए वर्जिन पीई सामग्री का उपयोग करें, सुरक्षा, और विश्वसनीय सीलिंग प्रदर्शन.
क्या प्लास्टिक टोंटी कैप इंजेक्शन मोल्डेड हैं या ब्लो मोल्डेड हैं?
अधिकांश प्लास्टिक टोंटी कैप इंजेक्शन मोल्डिंग का उपयोग करके उत्पादित किए जाते हैं, जो धागों के सटीक निर्माण की अनुमति देता है, छेड़छाड़-स्पष्ट छल्ले, और सतहों को सील करना. यह प्रक्रिया बड़ी मात्रा के लिए सुसंगत आयाम और उच्च उत्पादन दक्षता सुनिश्चित करती है टोपी निर्माण.
निर्माता यह कैसे सुनिश्चित करते हैं कि टोंटी कैप लीक-प्रूफ हों?
निर्माता टॉर्क परीक्षण जैसे गुणवत्ता निरीक्षण करते हैं, रिसाव परीक्षण, और सीलिंग प्रदर्शन जांच. कि कीचड़, सख्त गुणवत्ता नियंत्रण और स्वचालित उत्पादन यह सुनिश्चित करने में मदद करता है कि प्रत्येक टोंटी कैप परिवहन और उपयोग के दौरान विश्वसनीय सीलिंग और डालने का कार्य बनाए रखे.
टोंटी कैप के लिए सामान्य उत्पादन चक्र का समय क्या है??
प्लास्टिक टोंटी कैप के लिए इंजेक्शन मोल्डिंग चक्र में आमतौर पर प्रति चक्र 20-35 सेकंड लगते हैं, टोपी के आकार और सांचे की संरचना पर निर्भर करता है. स्वचालित उपकरण और अनुकूलित सांचों के साथ, बड़े निर्माता प्रति घंटे हजारों कैप का उत्पादन कर सकते हैं.
मुझे विश्वसनीय टोंटी कैप निर्माता कहां मिल सकता है??
एक विश्वसनीय टोंटी कैप निर्माता को स्थिर कच्चे माल की पेशकश करनी चाहिए, स्वचालित इंजेक्शन मोल्डिंग, सख्त गुणवत्ता नियंत्रण, और अनुकूलन क्षमता. FUTEN ओवर के साथ OEM प्लास्टिक कैप समाधान प्रदान करता है 70 स्वचालित मशीनें, 1000+ धारणीयता, और वैश्विक ग्राहकों के लिए तेज़ डिलीवरी विकल्प.




















