このガイドでは、エンドツーエンドの制作ワークフローについて詳しく説明します, 一貫した結果を得るために標準的な操作手順を確立する. 重要な技術段階をカバーします, 樹脂や添加剤の選択から射出成形や複数部品の組み立ての詳細まで. また、信頼できるサプライヤーを運用リスクから切り離すための重要なシールの完全性と漏れテストのプロトコルについても明確に理解できます。, すべてのキャップが性能仕様を満たしていることを確認する.
プラスチック注ぎ口キャップの製造ワークフローの概要
| 製造段階 | コアプロセス | 目的 & 主な成果 |
|---|---|---|
| 1. 原材料 選択 | PEまたはPP樹脂の選択, カラーマスターバッチと機能性添加剤の配合. | 耐薬品性を決定します, 耐久性, 紫外線防御, そして製品の外観. |
| 2. キャップとモールドの設計 | エンジニアリングスレッド構造, 注ぐチャンネル, タンパーリング, そして精度 射出成形金型. | シール性能を確保, 寸法精度, コンテナとの互換性. |
| 3. 射出成形 | 溶融プラスチックを高圧下で鋼製金型に注入します。. | 注ぎ口本体を形成します, キャップシェル, スレッド, および改ざん防止構造. |
| 4. 冷却とバリ取り | 制御された冷却とその後の余分なプラスチックのトリミング (フラッシュ). | 寸法を安定させ、きれいなねじ山とシール面を保証します. |
| 5. ライナーとシールの製造 | EPEフォームライナーまたはゴムガスケットの製造と挿入. | キャップと容器の開口部の間に気密シールを作成します。. |
| 6. コンポーネントの組み立て | スパウト本体の自動組立, オーバーキャップ, ライナー, そしてタンパーバンド. | テストの準備が整った完全な機能的クロージャ システムを作成します. |
| 7. 機能性能テスト | 開放トルクの測定, ねじのかみ合い, そして注ぐパフォーマンス. | 輸送中はキャップがしっかりと固定され、消費者が簡単に開けることができます。. |
| 8. 漏れおよびシールの完全性試験 | 圧力減衰試験, 真空気泡試験, そしてドロップテスト. | 保管中および輸送中の密閉が漏れを防止していることを確認します. |
| 9. 梱包とトレーサビリティ | 自動カウント, パッキング, 方向制御, およびロット番号コーディング. | 効率的な物流と完全な生産トレーサビリティを確保. |
| 10. 生産の最適化 | オートメーション, パラメータチューニング, リアルタイムの生産監視. | サイクルタイムの改善, 欠陥を減らす, 大量生産をサポートします. |
ステップ 1 – 樹脂と添加剤の選択 注ぎ口キャップ

注ぎ口キャップの製造は、適切な熱可塑性樹脂と機能性添加剤の選択から始まります. この段階でキャップの耐薬品性が決まります。, 耐久性, 長期にわたるシール信頼性.
ほとんどのメーカーはポリエチレンから選択します (PE) およびポリプロピレン (PP) アプリケーションに応じて.
一般的な材料の選択には次のものがあります。:
- ポリプロピレン (PP)
より高い耐熱性が必要な用途によく選択されます, ホットフィル包装や滅菌プロセスなど. - 高密度ポリエチレン (HDPE)
優れた耐衝撃性と化学的適合性を提供します, 油を含む工業用包装材として広く使用されています。, 洗剤, または化学液体.
ブランドの要件を満たし、パフォーマンスを向上させるため, ベース樹脂にカラーマスターバッチと特殊な添加剤をブレンドします。.
注ぎ口キャップの製造に使用される一般的な添加剤には次のものがあります。:
- 紫外線安定剤 – プラスチックを太陽光による劣化から保護します。
- 帯電防止剤 – 保管中および小売店での陳列中に蓄積する粉塵を軽減します
- 老化防止添加剤 – 長期使用によるキャップの寿命を延ばします。
成形が始まる前に, 樹脂粒子は乾燥プロセスを経て残留水分を除去します。. 素材内に水分が残っている場合, 高温射出中に蒸発して次のような欠陥が生じる可能性があります。:
- 内部空隙
- 表面の傷
- 構造的な弱点
適切な乾燥により、成形中のメルトフローが安定し、キャップの機械的強度とシールの信頼性が維持されます。.
ステップ 2 – 注ぎ口キャップのデザイン, 注湯路と型
工学設計段階では、注ぎ口キャップの機能的性能と製造可能性の両方を定義します。. この段階では, エンジニアがキャップの形状を決定, 注水路構造, 糸のデザイン, およびシール界面.
設計中に定義される主要な構造要素には次のものがあります。:
- ねじ山プロファイル コンテナネックとの確実な係合を保証します
- 注ぐチャンネル 分注中の液体の流れを制御します
- 不正開封防止バンド 最初の開口部で壊れる
- シール面 ガスケットの適切な圧縮を保証します
もう 1 つの重要な側面は射出成形金型の設計です。, 厳しい寸法公差を維持しながら大量生産をサポートする必要がある.
金型エンジニアリングに関する重要な考慮事項には次のものが含まれます。:
- 高精度鋼製金型キャビティ 正確な糸の再現のために
- 冷却チャネル 金型温度を制御し、収縮を低減します。
- 材料収縮補正 PEまたはPP樹脂用
シール性能は極めて小さな寸法公差に依存するため, エンジニアは冷却中に予想される収縮を慎重に計算する必要があります. 金型設計には、平らな領域も含まれています。 レーザーコーディングまたはホットスタンピング, メーカーがトレーサビリティのためにバッチ番号をマークできるようにする.
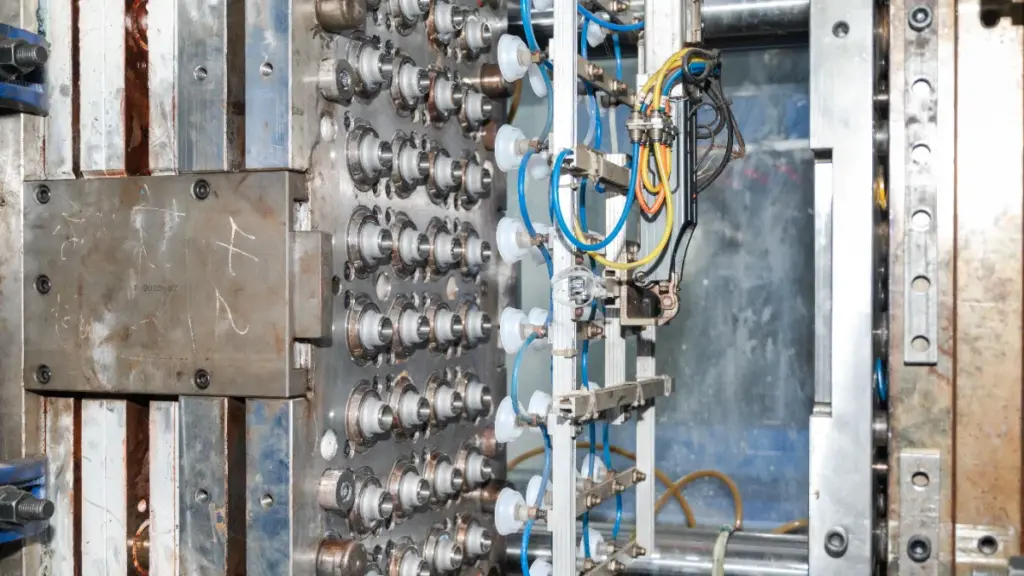
ステップ 3 – スパウト本体とオーバーキャップの射出成形
射出成形は、一貫した寸法精度で大量生産が可能なため、注ぎ口キャップの標準的な製造方法です。.
この過程で, 乾燥したプラスチック顆粒が射出成形機に供給され、溶融するまで加熱されます。.
典型的な加工条件には次のものがあります。:
- 融解温度: 180–250℃
- 射出圧力: 高圧で金型を完全に充填します
- 金型温度: 通常は 20 ~ 60°C の間に維持されます
溶けたら, プラスチックは、キャップの構造的特徴を形成する精密なスチール金型に注入されます。.
これらの機能には通常、次のものが含まれます。:
- ネジ付きネックインターフェイス
- 不正開封防止リング
- 注ぐチャンネル
- オーバーキャップ構造
金型キャビティが充填された後, プラスチックが冷えて固まる. 不均一な冷却は原因となる可能性があるため、冷却時間は慎重に制御する必要があります。:
- 収縮歪み
- 反る
- 寸法の不一致
完全な成形サイクルには通常時間がかかります 20–35秒, キャップのサイズと壁の厚さに応じて. この反復可能なプロセスにより、メーカーは安定した機械的特性と信頼性の高いシール性能を備えた何千もの同一のコンポーネントを生産できます。.
寸法安定性のための金型冷却
溶けたプラスチックがキャビティを満たすと、, 冷却段階が始まります. これはサイクルの中で最も長く、最も重要な部分です. 金型温度は内部冷却チャネルにより 20 ~ 60°C の間に正確に維持されます。. この制御された冷却により、プラスチックが固まるときにどのように収縮するかを管理します。, 正確な寸法を実現するために不可欠です, 反りを防ぐ, 信頼性の高いシールに必要な構造的完全性を確保します。.
部品の排出とサイクル管理
部品が冷えて固まった後, 金型が開き、排出システムが完成したスパウト本体とオーバーキャップをキャビティから押し出します。. 金型の閉じから部品の取り出しまでのサイクル全体には、通常、 20 そして 35 秒. 効率的なサイクル管理が大量生産の鍵です, 速度と必要な冷却時間のバランスをとり、数千のユニットにわたって一貫した部品品質を保証します.
成形後のトリミングとバリ除去
取り出された部品は仕上げのために下流の自動システムに転送されます。. 一般的な手順はトリミングです, 余分なところは プラスチック素材, フラッシュとして知られる, 部品から削除されます. バリは通常、金型のパーティング ラインで発生します。. 最終的な結果を達成するには、それを削除する必要があります, 製品の形状をきれいにし、シール性能や組み立てを妨げる可能性のある欠陥がないことを確認します。.
ステップ 4 – 冷却, 注ぎ口コンポーネントのバリ取りとトリミング
成形された部品が金型から取り出される, 彼らは仕上げ段階に入ります. この段階では、各コンポーネントが正確な寸法ときれいな構造エッジを維持するようにします。.
制御された冷却は離型後も継続され、プラスチックが完全に安定します。. 適切な冷却により、正確なねじ山形状とシール面を維持できます。.
成形中, フラッシュとして知られる余分なプラスチックの薄い層が金型のパーティング ラインに沿って形成される場合があります.
削除されない場合, フラッシュはいくつかの問題を引き起こす可能性があります:
- ねじ山のかみ合わせが不適切
- シール面の凹凸
- 組み立てが難しい
こういった問題を解消するには, メーカーはバリ取りとトリミング作業を行う.
一般的なトリミング方法には次のものがあります。:
- 大量生産用の自動トリミングマシン
- 精密洗浄用の極低温バリ取りシステム
- 複雑なデザインや小ロットの手作業による仕上げ
トリミング後, 部品は組立段階に移る前に検査され、寸法および表面品質の仕様を満たしていることが確認されます。.
ゼロ漏れ閉鎖の戦略的パートナー

ステップ 5 – ライナーの製造, シールおよびタンパーコンポーネント
最も重要なセキュリティ機能の 1 つは不正開封防止バンドです。, 通常、これは製造中に直接成形されます。 射出工程. 初めてキャップを開けるとこのバンドが外れます, 製品が以前にアクセスされていないことを示します.
シール性を高めるために, キャップには内部ライナーまたはガスケットが含まれる場合もあります.
一般的なシーリング材には次のものがあります。:
- EPEフォームライナー – 圧縮性に優れているため、消費者向け包装に広く使用されています
- ゴムガスケット – より強力な密閉が必要な工業用または化学薬品の容器に最適
これらのライナーは個別に製造され、キャップの内部に挿入されます。.
高速生産ラインでは通常、自動ライナー挿入機が使用されます。, 確実なもの:
- 一貫したライナーの配置
- 適切な位置合わせ
- 高い生産効率
挿入直後, 予備検査では、ライナーが正しく装着され、信頼性の高いシール界面を形成していることを確認します。.
ステップ 6 – 注ぎ口キャップとコンポーネントの組み立て
個々のコンポーネントがすべて製造された後, それらは完全な閉鎖システムに組み立てられています.
自動組立ラインは複数の部品を組み合わせて 1 つの完成したキャップを作ります, 含む:
- の 注ぎ口本体
- の オーバーキャップ
- の ライナーまたはガスケット
- の 不正開封防止構造
組み立てが始まる前に, 各コンポーネントはバリや寸法の不一致などの潜在的な成形欠陥がないかチェックされます。.
小さな欠陥でもシール不良や組み立ての問題につながる可能性があるため、きれいなエッジと正確な形状が不可欠です。.
組み立て段階で, 自動化システムはいくつかの操作を実行します:
- ライナーまたはガスケットの挿入
- オーバーキャップフィッティング
- タンパーバンドの位置決め
これらのプロセスは慎重に同期され、一貫した製品品質が保証されます。. 組み立てが完了したら, 完成した注ぎ口キャップは機能テストに進みます.
ステップ 7 – 開封および注出性能の機能テスト
機能テストにより、注ぎ口キャップが実際の使用中に確実に機能することが検証されます。.
測定される最も重要なパラメータの 1 つは開放トルクです。. エンジニアはトルク試験装置を使用して、キャップを開けるのに必要な回転力を測定します。.
開放トルクは制御範囲内に収まらなければなりません:
- 低すぎる →輸送中にキャップが緩む場合がございます
- 高すぎる → 消費者はパッケージを開けるのに苦労する可能性がある
追加の機械的性能テストには以下が含まれます。:
- ネジの噛み合いテスト キャップと容器が適切にフィットしていることを確認するため
- 落下試験 輸送時の耐衝撃性を評価するため
- 化学的適合性試験 産業用包装用途向け
自動検査システムは各コンポーネントの製造上の欠陥もスキャンします.
これらのシステムは次のような問題を検出します。:
- 空隙または気泡
- 表面の欠陥
- 金型充填が不完全
このような検査により、すべてのキャップが構造的および機能的な品質基準を満たしていることが保証されます。.
ステップ 8 – シールの完全性と漏れのテスト

シールの完全性テストにより、キャップと容器のシステムが保管および輸送中の漏れを防止していることを確認します.
テストが始まる前に, コンテナは、実際の梱包状態をシミュレートするために、校正されたトルク装置を使用して密封されます。.
シールの信頼性を評価するためにいくつかの試験方法が使用されます.
一般的な漏れ検出方法には次のものがあります。:
- 圧力減衰試験
加圧容器は微小漏れを示す圧力損失を監視されます。. - 気泡漏れ試験 (ASTM D3078)
容器を真空チャンバー内の水に浸し、逃げる気泡を視覚的に検出します。.
追加の耐久性テストには以下が含まれる場合があります:
- ドロップテスト 輸送への影響をシミュレートするため
- 熱サイクル試験 温度変動下での性能を評価するため
これらの評価により、シーリング システムが製品ライフサイクル全体にわたって完全性を維持していることが確認されます。.
ステップ 9 - パッキング, 方向制御とトレーサビリティ
すべての検査に合格した後, 注ぎ口キャップは最終包装段階へ進みます.
自動梱包システムはキャップを数えてカートンまたはバルク包装容器に移します。. この自動化により手動による計数エラーが排除され、正確な出荷数量が確保されます。.
自動充填ラインをサポートするには, メーカーも導入している キャップの方向制御.
オリエンテーション システムでは通常、:
- メカニカルフィーダー
- コンベアアライメントシステム
- 画像検査技術
これらのシステムにより、キャップは一貫した方向で梱包されます。, 自動キャッピング装置に直接供給できるようにする.
各製造バッチには、レーザーコーディングまたはホットスタンピングを使用してロット番号がマークされています。.
このコーディングにより、メーカーは追跡できるようになります。:
- 原料バッチ
- 製造日
- マシンパラメータ
- 品質検査記録
トレーサビリティは規制遵守と品質管理に不可欠です.
ステップ 10 – 高速スパウトキャップ生産の最適化

大規模な注ぎ口キャップの製造では、効率と製品の一貫性を維持するために継続的な最適化が必要です.
自動化は最新の高速生産ラインの中心です. 原材料は保管サイロから乾燥機や射出成形機まで自動的に輸送されます.
高度なマテリアルハンドリングシステムには通常、次のものが含まれます。:
- 自動樹脂ローダー
- 重量混合装置
- インライン水分モニタリング
射出成形パラメータも慎重に最適化され、品質を維持しながらサイクルタイムを短縮します。.
主なパラメータには以下が含まれます:
- 溶融温度
- 射出圧力
- 冷却時間
プロセスの最適化を通じて, 多くのメーカーは成形サイクル時間を短縮できます。 30+ 数秒から約 15 ~ 20 秒.
トリミングなどの下流工程, ライナー挿入, および検査も自動化システムに統合されています. 高速ビジョンカメラがミリ秒以内に各キャップを検査します, 手動検査では見逃される可能性のある欠陥の検出.
リアルタイムの生産データにより、エンジニアはボトルネックを特定できます, マシンのパフォーマンスを最適化する, 予防保守のスケジュールを設定する. このデータ主導のアプローチは、大量生産環境における安定した生産量と一貫した製品品質をサポートします。.
結論
注ぎ口キャップの製造ワークフローを理解する, 樹脂の選定から成形、多段階のテストまで, 信頼できるコンポーネントと潜在的な責任を分けるものを示します. 各ステップは最後のステップに基づいて構築され、一貫した注出を保証します。, 確実なシール, そしてポジティブなエンドユーザーエクスペリエンス. 規律ある生産プロセスにより、製品とブランドを保護するために必要な品質管理が実現します。.
サプライヤーを評価している場合、または新しい用途に注ぎ口キャップが必要な場合, 技術仕様について、またはサンプルをリクエストするには、当社のチームにお問い合わせください。. 高性能キャップを製品の要件に適合させるお手伝いをいたします.
よくある質問
プラスチック製注ぎ口キャップの製造に使用される材料は何ですか?
プラスチック製の注ぎ口キャップは通常、HDPE またはポリプロピレンで作られています。 (PP) これらの材料は強い耐薬品性を備えているため、, 耐久性, 安定した成形性能. 高品質のプラスチック注ぎ口キャップメーカーは、 紹介された 一貫した強度を確保するためにバージンPE素材を使用, 安全性, 信頼性の高いシール性能.
プラスチック製注ぎ口キャップは射出成形またはブロー成形されています?
ほとんどのプラスチック製注ぎ口キャップは射出成形を使用して製造されています, 正確なねじ山形成を可能にします, 不正開封防止リング, およびシール面. このプロセスにより、一貫した寸法と大量生産の高い生産効率が保証されます。 キャップ製造.
メーカーは注ぎ口キャップが漏れないことをどのように確認しているか?
メーカーがトルク試験などの品質検査を実施, リークテスト, シール性能のチェック. あのフーテン, 厳格な品質管理と自動生産により、すべての注ぎ口キャップが輸送中や使用中に信頼性の高い密閉性と注出性能を維持できるようになります。.
注ぎ口キャップの一般的な生産サイクル時間はどのくらいですか??
プラスチック注ぎ口キャップの射出成形サイクルは通常、1 サイクルあたり 20 ~ 35 秒かかります。, キャップのサイズと金型の構造に応じて. 自動化設備と最適化された金型を搭載, 大手メーカーは 1 時間あたり数千個のキャップを生産できます.
信頼できる注ぎ口キャップのメーカーはどこですか??
信頼できる注ぎ口キャップメーカーは安定した原料を提供する必要があります, 自動射出成形, 厳格な品質管理, カスタマイズ機能. FUTEN は、OEM プラスチック キャップ ソリューションを提供します。 70 自動機械, 1000+ 金型, 世界中の顧客向けの迅速な配送オプション.




















