В этом руководстве подробно описан сквозной производственный процесс., установление стандартной операционной процедуры для получения стабильных результатов. Мы рассмотрим критические технические этапы, от выбора смолы и добавок до особенностей литья под давлением и многодетальной сборки. Вы также получите четкое представление об основных протоколах проверки целостности уплотнений и утечек, которые отделяют надежных поставщиков от операционных рисков., обеспечение соответствия каждой крышки техническим характеристикам.
Обзор рабочего процесса производства пластиковых колпачков для носиков
| Этап производства | Основной процесс | Цель & Ключевой результат |
|---|---|---|
| 1. Сырье Выбор | Выбор смолы PE или PP, смешивание цветовой маточной смеси и функциональных добавок. | Определяет химическую стойкость, долговечность, защита от ультрафиолета, и внешний вид продукта. |
| 2. Дизайн крышки и пресс-формы | Структура инженерной резьбы, наливной канал, тамперное кольцо, и точность пресс-форма для литья под давлением. | Обеспечивает герметичность, точность размеров, и совместимость с контейнерами. |
| 3. Литье под давлением | Расплавленный пластик впрыскивается в стальные формы под высоким давлением.. | Формирует корпус излива, крышка оболочки, нити, и защищенные от взлома конструкции. |
| 4. Охлаждение и демисация | Контролируемое охлаждение с последующим удалением лишнего пластика (вспышка). | Стабилизирует размеры и обеспечивает чистоту резьбы и уплотнительных поверхностей.. |
| 5. Производство вкладышей и уплотнений | Изготовление и установка вкладышей из пеноматериала EPE или резиновых прокладок.. | Создает герметичное уплотнение между крышкой и отверстием контейнера.. |
| 6. Сборка компонентов | Автоматизированная сборка корпуса излива, перекрытие, лайнер, и тамперная группа. | Создает полную функциональную систему закрытия, готовую к тестированию.. |
| 7. Функциональное тестирование производительности | Измерение момента открытия, зацепление резьбы, и производительность заливки. | Обеспечивает надежную фиксацию крышки во время транспортировки, но при этом ее легко открыть потребителям.. |
| 8. Проверка герметичности и целостности уплотнений | Испытание на падение давления, вакуумно-пузырьковое тестирование, и дроп-тесты. | Подтверждает, что крышка предотвращает утечку во время хранения и транспортировки.. |
| 9. Упаковка и отслеживаемость | Автоматизированный подсчет, упаковка, контроль ориентации, и кодирование номера партии. | Обеспечивает эффективную логистику и полную отслеживаемость производства.. |
| 10. Оптимизация производства | Автоматизация, настройка параметров, и мониторинг производства в режиме реального времени. | Улучшает время цикла, уменьшает дефекты, и поддерживает крупносерийное производство. |
Шаг 1 – Выбор смол и добавок для Колпачки для носиков

Производство колпачков для носиков начинается с выбора подходящей термопластической смолы и функциональных добавок.. На этом этапе определяется химическая стойкость колпачка., долговечность, и долговременная надежность уплотнения.
Большинство производителей выбирают между полиэтиленом (ЧП) и полипропилен (ПП) в зависимости от приложения.
Обычный выбор материалов включает в себя:
- Полипропилен (ПП)
Часто выбирается для применений, требующих более высокой термостойкости., например, упаковка горячего розлива или процессы стерилизации.. - Полиэтилен высокой плотности (ПНД)
Обеспечивает превосходную ударопрочность и химическую совместимость., что делает его широко используемым для промышленной упаковки, содержащей масла., моющие средства, или химические жидкости.
Для удовлетворения требований бренда и повышения производительности, базовая смола смешивается с цветной маточной смесью и специализированными добавками..
Типичные добавки, используемые при производстве крышек носиков, включают::
- УФ-стабилизаторы — защитить пластик от разрушения солнечным светом
- Антистатические агенты – уменьшить накопление пыли при хранении и розничной выкладке
- Антивозрастные добавки — продлить срок службы колпачка при длительном использовании
До начала формования, гранулы смолы подвергаются процессу сушки для удаления остаточной влаги.. Если в материале осталась влага, он может испаряться во время высокотемпературного впрыска и создавать такие дефекты, как:
- внутренние пустоты
- дефекты поверхности
- структурная слабость
Правильная сушка обеспечивает равномерную текучесть расплава во время формования и помогает сохранить механическую прочность крышки и надежность герметизации..
Шаг 2 – Проектирование крышки носика, Разливочный канал и форма
На этапе инженерного проектирования определяются как функциональные характеристики, так и технологичность крышки носика.. На этом этапе, инженеры определяют геометрию колпака, конструкция заливочного канала, дизайн резьбы, и уплотнительный интерфейс.
Ключевые структурные элементы, определенные во время проектирования, включают::
- Профили резьбы обеспечивающие надежное сцепление с горлышками контейнеров
- Заливные каналы которые контролируют поток жидкости во время дозирования
- Полосы с защитой от несанкционированного доступа который ломается при первом открытии
- Уплотнительные поверхности которые обеспечивают правильное сжатие прокладки
Еще одним важным аспектом является конструкция литьевой формы., который должен поддерживать крупносерийное производство при сохранении жестких допусков на размеры..
Важные соображения по проектированию пресс-форм включают в себя:
- Высокоточные стальные полости пресс-форм для точного воспроизведения резьбы
- Каналы охлаждения для контроля температуры формы и уменьшения усадки
- Компенсация усадки материала для смол ПЭ или ПП
Поскольку эффективность уплотнения зависит от чрезвычайно малых допусков на размеры., инженеры должны тщательно рассчитывать ожидаемую усадку при охлаждении. Конструкция пресс-формы также включает в себя плоские участки для лазерное кодирование или горячее тиснение, позволяя производителям маркировать номера партий для отслеживания.
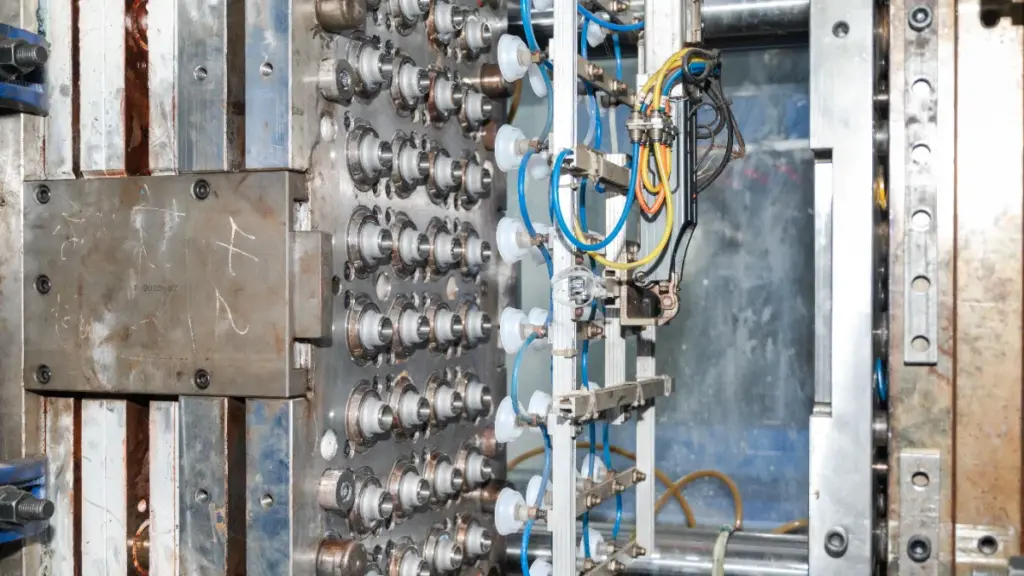
Шаг 3 – Литье под давлением корпусов носиков и крышек
Литье под давлением является стандартным методом производства крышек для носиков, поскольку оно обеспечивает выпуск больших объемов продукции с постоянной точностью размеров..
В этом процессе, высушенные пластиковые гранулы подаются в литьевую машину, где они нагреваются до расплавления..
Типичные условия обработки включают:
- Температура плавления: 180–250°С
- Давление впрыска: высокое давление для обеспечения полного заполнения формы
- Температура формы: обычно поддерживается в диапазоне 20–60 ° C
Однажды расплавленный, пластик впрыскивается в прецизионную стальную форму, которая формирует структурные особенности крышки.
Эти функции обычно включают в себя:
- резьбовой шейный интерфейс
- кольца с защитой от несанкционированного доступа
- заливочные каналы
- структуры перекрытия
После заполнения полости формы, пластик остывает и затвердевает. Время охлаждения необходимо тщательно контролировать, поскольку неравномерное охлаждение может привести к:
- усадочное искажение
- деформация
- несоответствия размеров
Полный цикл формования обычно занимает 20–35 секунд, в зависимости от размера крышки и толщины стенки. Этот повторяемый процесс позволяет производителям производить тысячи идентичных компонентов со стабильными механическими свойствами и надежными герметизирующими характеристиками..
Охлаждение пресс-формы для стабильности размеров
Как только расплавленный пластик заполнит полости, начинается фаза охлаждения. Это самая длинная и важная часть цикла.. Температура формы точно поддерживается на уровне 20–60°C с помощью внутренних каналов охлаждения.. Это контролируемое охлаждение управляет усадкой пластика по мере его затвердевания., что необходимо для достижения точных размеров, предотвращение деформации, и обеспечение структурной целостности, необходимой для надежного уплотнения..
Извлечение деталей и управление циклом
После того как детали остынут и затвердеют, форма открывается, и система выталкивания выталкивает готовые корпуса носиков и крышки из полостей.. Весь цикл — от закрытия формы до извлечения детали — обычно занимает от 20 и 35 секунды. Эффективное управление циклом является ключом к крупносерийному производству., баланс скорости с необходимым временем охлаждения, чтобы гарантировать стабильное качество деталей в тысячах единиц.
Обрезка после формования и удаление облоя
Выброшенные детали передаются в последующие автоматизированные системы для окончательной обработки.. Обычный шаг – обрезка, где любое излишество пластиковый материал, известный как вспышка, удаляется из части. Обложка обычно возникает на линиях разъема формы.. Удаление необходимо для достижения окончательного, очистить геометрию продукта и убедиться в отсутствии дефектов, которые могут помешать работе уплотнения или сборке..
Шаг 4 – Охлаждение, Удаление заусенцев и обрезка компонентов излива
После извлечения отформованных деталей из формы, они выходят на финишную стадию. На этом этапе гарантируется, что каждый компонент сохраняет точные размеры и чистые края конструкции..
Контролируемое охлаждение продолжается после освобождения формы, чтобы позволить пластику полностью стабилизироваться.. Правильное охлаждение помогает поддерживать точную геометрию резьбы и уплотняющих поверхностей..
Во время формования, вдоль линии разъема формы может образоваться тонкий слой избыточного пластика, известный как заусенец..
Если не удалить, вспышка может вызвать несколько проблем:
- неправильное зацепление резьбы
- заделка неровностей поверхности
- трудности сборки
Чтобы устранить эти проблемы, производители выполняют операции по зачистке и обрезке.
Общие методы обрезки включают в себя:
- автоматические торцовочные станки для крупносерийного производства
- криогенные системы удаления заусенцев для прецизионной очистки
- ручная отделка для сложных конструкций или небольших партий
После обрезки, перед переходом к этапу сборки компоненты проверяются на предмет соответствия требованиям по размерам и качеству поверхности..
Ваш стратегический партнер в области затворов с нулевой утечкой

Шаг 5 – Производство вкладышей, Пломбы и компоненты тампера
Одной из наиболее важных функций безопасности является полоса защиты от несанкционированного доступа., который обычно формуется непосредственно во время процесс инъекции. Эта полоса отделяется при первом открытии крышки., указывая, что к продукту ранее не обращались.
Для повышения эффективности уплотнения, крышки также могут содержать внутренние вкладыши или прокладки..
К распространенным уплотнительным материалам относятся:
- вкладыши из пенопласта EPE – широко используется для потребительской упаковки благодаря хорошей сжимаемости
- Резиновые прокладки – предпочтительнее для промышленных или химических контейнеров, требующих более прочного уплотнения
Эти вкладыши производятся отдельно и затем вставляются во внутреннюю часть кепки..
На высокоскоростных производственных линиях обычно используются автоматические машины для вставки вкладышей., которые обеспечивают:
- последовательное размещение вкладыша
- правильное выравнивание
- высокая эффективность производства
Сразу после введения, предварительные проверки подтверждают, что вкладыш сидит правильно и образует надежный уплотняющий слой..
Шаг 6 – Сборка крышек носиков и компонентов
После изготовления всех отдельных компонентов, они собираются в полную систему закрытия.
Автоматизированные сборочные линии объединяют несколько деталей в одну готовую кепку., включая:
- тот корпус излива
- тот перекрытие
- тот вкладыш или прокладка
- тот защищенная от несанкционированного доступа конструкция
До начала сборки, каждый компонент проверяется на наличие потенциальных дефектов формования, таких как заусенцы или несоответствия размеров..
Чистые края и точная геометрия имеют важное значение, поскольку даже небольшие дефекты могут привести к нарушениям герметичности или проблемам со сборкой..
На этапе сборки, автоматизированные системы выполняют несколько операций:
- установка вкладыша или прокладки
- фитинг крышки
- расположение тамперной ленты
Эти процессы тщательно синхронизированы для обеспечения стабильного качества продукции.. Как только сборка завершена, готовая крышка излива проходит функциональные испытания.
Шаг 7 – Функциональное тестирование производительности открытия и заливки
Функциональное тестирование подтверждает надежность работы крышки носика при реальном использовании..
Одним из наиболее важных измеряемых параметров является момент открытия.. Инженеры используют оборудование для испытания крутящего момента, чтобы определить вращающую силу, необходимую для открытия крышки..
Крутящий момент открытия должен находиться в контролируемом диапазоне.:
- слишком низко → крышка может ослабнуть во время транспортировки
- слишком высокий → потребителям может быть сложно открыть упаковку
Дополнительные механические испытания включают в себя:
- тестирование взаимодействия потоков для подтверждения правильного прилегания крышки к контейнеру
- испытание на падение для оценки ударопрочности во время транспортировки
- тесты на химическую совместимость для промышленной упаковки
Автоматизированные системы контроля также сканируют каждый компонент на наличие производственных дефектов..
Эти системы обнаруживают такие проблемы, как:
- пустоты или пузыри
- дефекты поверхности
- неполное заполнение формы
Такие проверки гарантируют, что каждая крышка соответствует структурным и функциональным стандартам качества..
Шаг 8 – Проверка целостности уплотнений и герметичности

Проверка целостности уплотнения гарантирует, что система крышки и контейнера предотвращает утечку во время хранения и транспортировки..
До начала тестирования, контейнеры герметизируются с использованием калиброванного динамометрического оборудования для имитации реальных условий упаковки..
Для оценки надежности уплотнения используются несколько методов испытаний..
Общие методы обнаружения утечек включают в себя:
- Испытание на падение давления
Контейнеры под давлением контролируются на предмет потери давления, что указывает на микроутечки.. - Тестирование на утечку пузырьков (АСТМ Д3078)
Контейнеры погружаются в воду внутри вакуумной камеры для визуального обнаружения выходящих пузырьков воздуха..
Дополнительные испытания на долговечность могут включать:
- испытания на падение для моделирования воздействия транспорта
- термоциклические испытания для оценки производительности при колебаниях температуры
Эти оценки подтверждают, что система уплотнений сохраняет целостность на протяжении всего жизненного цикла продукта..
Шаг 9 – Упаковка, Контроль ориентации и отслеживаемость
После прохождения всех проверок, колпачки для носиков переходят на финальную стадию упаковки.
Автоматизированные упаковочные системы подсчитывают и переносят крышки в картонные коробки или контейнеры для массовой упаковки.. Эта автоматизация исключает ошибки ручного подсчета и обеспечивает точное количество отгрузки..
Для поддержки автоматизированных линий розлива, производители также реализуют контроль ориентации крышки.
Системы ориентации обычно используют:
- механические кормушки
- системы выравнивания конвейеров
- технология визуального контроля
Эти системы обеспечивают упаковку крышек в одинаковой ориентации., позволяя им подавать непосредственно в автоматическое укупорочное оборудование.
Каждая производственная партия также маркируется номером партии с помощью лазерного кодирования или горячего тиснения..
Это кодирование позволяет производителям отслеживать:
- партии сырья
- даты производства
- параметры машины
- протоколы испытаний качества
Прослеживаемость необходима для соблюдения нормативных требований и контроля качества..
Шаг 10 – Оптимизация высокоскоростного производства колпачков для носиков

Крупномасштабное производство крышек для носиков требует постоянной оптимизации для поддержания эффективности и единообразия продукта..
Автоматизация занимает центральное место в современных высокоскоростных производственных линиях.. Сырье автоматически транспортируется из силосов для хранения в сушилки и термопластавтоматы..
Усовершенствованные системы обработки материалов обычно включают в себя:
- автоматические загрузчики смолы
- оборудование для гравиметрического смешивания
- линейный мониторинг влажности
Параметры литья под давлением также тщательно оптимизируются для сокращения времени цикла при сохранении качества..
Ключевые параметры включают в себя:
- температура плавления
- давление впрыска
- время охлаждения
За счет оптимизации процессов, многие производители могут сократить время цикла формования с 30+ секунд примерно до 15–20 секунд.
Последующие процессы, такие как обрезка, вставка вкладыша, и инспекция также интегрированы в автоматизированные системы. Камеры высокоскоростного обзора проверяют каждую крышку за миллисекунды., обнаружение дефектов, которые может быть пропущен при ручной проверке.
Производственные данные в режиме реального времени позволяют инженерам выявлять узкие места, оптимизировать производительность машины, и планируйте профилактическое обслуживание. Этот подход, основанный на данных, обеспечивает стабильную производительность и стабильное качество продукции в крупносерийных производственных средах..
Заключение
Понимание рабочего процесса изготовления крышки носика, от выбора смолы и формования до многоэтапных испытаний, показывает, что отличает надежный компонент от потенциальной опасности. Каждый шаг опирается на предыдущий, чтобы обеспечить равномерную заливку., надежная герметизация, и положительный опыт конечного пользователя. Дисциплинированный производственный процесс обеспечивает контроль качества, необходимый для защиты вашего продукта и бренда..
Если вы оцениваете поставщиков или вам нужна крышка носика для нового применения., свяжитесь с нашей командой для получения технических характеристик или запроса образца. Мы можем помочь вам подобрать высокопроизводительный колпачок в соответствии с требованиями вашего продукта..
Часто задаваемые вопросы
Какие материалы используются для изготовления пластиковых заглушек на носики?
Пластиковые крышки для носиков обычно изготавливаются из полиэтилена высокой плотности или полипропилена. (ПП) потому что эти материалы обеспечивают сильную химическую стойкость, долговечность, и стабильная производительность формования. Производители высококачественных пластиковых крышек для носиков, такие как введено используйте материалы из первичного полиэтилена для обеспечения постоянной прочности, безопасность, и надежная герметизация.
Пластиковые колпачки для носиков отлиты под давлением или выдуты??
Большинство пластиковых крышек для носиков производятся методом литья под давлением., что позволяет точно формировать резьбу, кольца с защитой от несанкционированного доступа, и уплотнительные поверхности. Этот процесс обеспечивает постоянство размеров и высокую эффективность производства при больших объемах производства. производство кепок.
Как производители обеспечивают герметичность крышек носиков?
Производители проводят проверки качества, такие как испытание крутящего момента., испытание на утечку, и проверка работоспособности пломбирования. Это ФУТЭН, строгий контроль качества и автоматизированное производство помогают гарантировать, что каждая крышка носика сохраняет надежную герметичность и производительность разлива во время транспортировки и использования..
Какова типичная продолжительность производственного цикла крышек для носиков??
Цикл литья под давлением пластиковых крышек для носиков обычно занимает 20–35 секунд за цикл., в зависимости от размера крышки и конструкции формы. С автоматизированным оборудованием и оптимизированными формами, крупные производители могут производить тысячи крышек в час.
Где я могу найти надежного производителя крышек для носика??
Надежный производитель крышек для носиков должен предлагать стабильное сырье., автоматизированное литье под давлением, строгий контроль качества, и возможность настройки. FUTEN предлагает OEM-решения для пластиковых колпачков с более чем 70 автоматизированные машины, 1000+ формы, и варианты быстрой доставки для клиентов по всему миру.




















